
Substrate utilization in Fermentation Batch culture and Kinetics of Microbial growth in batch culture After inoculation the growth rate of the cells gradually increases The cells grow at a constant maximum rate and this period is known as the ID: 932206
Download Presentation The PPT/PDF document "Microbial Kinetics and" is the property of its rightful owner. Permission is granted to download and print the materials on this web site for personal, non-commercial use only, and to display it on your personal computer provided you do not modify the materials and that you retain all copyright notices contained in the materials. By downloading content from our website, you accept the terms of this agreement.

Slide1
Microbial Kinetics and Substrate utilization in Fermentation
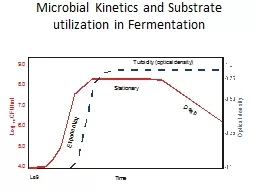
Slide2Batch culture and Kinetics of Microbial growth in batch cultureAfter inoculation the growth rate of the cells gradually increases.
The cells grow at a constant, maximum, rate and this period is known as the log or exponential, phase.
Slide3Growth of a typical microbial culture in batch conditions
Slide4The rate of growth is directly proportional to cell concentration or biomass- i.e. dx/dt α
X
dx/dt = μX ----------1 Where,
X
is the concentration of microbial biomass,
t
is time, in hours
μ
is the specific growth rate, in hours -1
Slide5On integration of equation (1) from t=0 to t=t ,we have: xt
= xo e
μt --------- 2Where,
Xo
is the original biomass concentration,
Xt
is the biomass concentration after the time interval,
t
hours,
e is the base of the natural logarithm.
Slide6On taking natural logarithms of equation (2) we have : In Xt = In Xo + μt (3)
Slide7Therefore, a plot of the natural logarithm of biomass concentration against time should yield a straight line, the slope of which would equal to μ. During the exponential phase nutrients are in excess and the organism is growing at its maximum specific growth rate, ‘μ
max ‘ for the prevailing conditions.
Slide8Typical values of μmax for a range of microorganisms are given below in the Table.
Slide9FIG. 2. The effect of initial substrate concentration on the biomass concentration at the onset of stationary phase, in batch culture.
Effect of substrate concentration on microbial growth
Whether the organism is unicellular or mycelia the growth is influenced by consumption of nutrients and the excretion of products. The cessation of growth may be due to the depletion of essential nutrient in the medium (substrate limitatioln), the accumulation of some autotoxic product of the organism in the medium (toxin limitation) or a combination of the substrate limitation and toxin limitation.The nature of the limitation of growth may be discussed by growing the organism in the presence of a range of substrate concentrations and plotting the biomass concentration at stationary phase against the initial substrate concentration is shown given below in fig 2:
Slide10From figure 2 it may be seen that over the zone A to B due to an increase in initial substrate concentration gives a proportional increase in the biomass occur at stationary phase. This relation between increase in initial substrate concentration and proportional increase in the biomass may be described by equation: X =
Y(SR
- s) ---------(3)Where, X -is the concentration of biomass produced, Y -is the yield factor (g biomass produced g-1
substrate consumed),
S
R
-
is the initial substrate concentration, and
s -is the residual substrate concentration.
Thus, equation (3) may be used to predict the production of biomass from a certain amount of substrate
Slide11In Fig. 2:-Over the zone A to B: s = 0; at the point of cessation of growth.Over the zone C to D an increase in the initial substrate concentration does give a proportional increase in biomass due to the exhaustion of another substrate or the accumulation of toxic products
Slide12The decrease in growth rate and the cessation of growth due to the depletion of substrate, may be described by the relationship between μ and the residual growth limiting substrate.This relationship is represented by a equation given by Mon
od in1942 is know as Monod equation.
Based upon Michaelish-Menten kinetics.According to Monad equation-
μ
=
μ
max
. S /K
s
+ S (4)
Where,
S is residual substrate concentration,
K
s
is substrate utilization constant, numerically equal
to substrate concentration when
μ
is half of
μmax.Ks s a measure of the affinity of the organism with substrate It tell about the relationship between specific growth rate ‘μ’ and growth limiting substrate concentration ‘S’.
Mon
o
d
Equation
Slide13In the above figure The zone A to B is equivalent to the exponential phase in batch culture where substrate concentration is in excess and growth is at
μmax .
The zone C to A is equivalent to the deceleration phase of batch culture where the growth of the organism is due to the depletion of substrate to a growth-limiting concentration which will not support μmax .
Fig: 3 The effect of residual limiting substrate concentration on specific growth rate of a hypothetical bacterium.
Slide14Some representative values of Ks for a range of micro-organisms and substrates
Typical values of
K, for a range of organisms and substrates are usually very small and therefore the affinity for substrate is high.
Slide15If the organism has a very high affinity for the limiting substrate (a low Ks value) the growth rate will not be affected until the substrate concentration has declined to a very low level. Thus, the deceleration phase for such a culture would be short. However, if the organism has a low affinity for the substrate (a high Ks value) the growth rate will be deleteriously affected
at a relatively high substrate concentration. Thus, the deceleration phase for such a culture would be relatively long.The biomass concentration at the end of the exponential phase is at its highest level. Therefore the decline in substrate concentration will be very rapid so that the time period during which the substrate concentration is close to
Ks is very short.The stationary phase in batch culture is that point where the growth rate has declined to zero. This phase is also known as the maximum population phase.
Slide16Growth Curve
Log CFU/ml
Optical Density
Lag
Slide17Three causes for lag: physiological lag
low initial numbers
Lag phase
appropriate gene(s) absent
growth approx. = 0 (dX/dt = 0)
Slide18Nutrients and conditions are not limiting
Exponential phase
2
0
2
1
2
2
2
3
2
4
2
n
2
0
2
1
2
2
2
3
2
4
2
n
2
0
2
1
2
2
2
3
2
4
2
n
2
0
2
1
2
2
2
3
2
4
2
n
2
0
2
1
2
2
2
3
2
4
2
n
2
0
2
1
2
2
2
3
2
4
2
n
growth = 2
n or X = 2nX0Where X0 = initial number of cells X = final number of cells n = number of generations
Slide19Cells grown on salicylate, 0.1%
Example: An experiment was performed in a lab flask growing cells on 0.1% salicylate and starting with 2.2 x 10
4
cells. As the experiment below shows, at the end there were 3.8 x 10
9
cells.
3.8 x 10
9
= 2
n
(2.2 x 10
4
)
1.73 x 10
5
= 2
n
log(1.73 x 10
5
)
= nlog2
17.4 = n
This is an increase is 5 orders of magnitude!!
How many doublings or generations occurred?
X = 2
n
X
0
Slide20d
X/dt = uX where u = specific growth rate (h
-1
)
Rearrange: dX/X = udt
Integrate: lnX = ut + C, where C = lnX
0
lnX = ut + ln X
0
or X = X
0
e
ut
Note that u, the growth rate, is the slope of this straight line
y = mx + b (equation for a straight line)
d
X/dt = uX
where u = specific growth rate (h
-1
)
Calculating growth rate during exponential growth
Slide21Rearrange: dX/X = udt
Integrate: lnX = ut + C, where C = lnX
0
lnX = ut + ln X
0
or X = X
0
e
ut
Note that u, the growth rate, is the slope of this straight line
y = mx + b (equation for a straight line)
Calculating growth rate during exponential growth
d
X/dt = uX where u = specific growth rate (h
-1
)
Slide22lnX = ut + ln X
0
or u =
lnX – lnX
0
t – t
0
u =
ln 5.5 x 10
8
– ln 1.7 x 10
5
8.2 - 4.2
= 2 hr
-1
Find the slope of this growth curve
Slide23Now calculate the doubling time
If you know the growth rate, u, you can calculate the doubling time for the culture.
For X to be doubled: X/X
0
= 2
or: 2 = e
ut
From the previous problem, u = 2 hr
-1
,
2 = e
2(t)
t = 0.34 hr = 20.4 min
lnX = ut + ln X
0
What is fastest known doubling time? Slowest?
Slide24How can you change the growth rate???
When
under ideal, nonlimiting conditions
, the growth rate can only be changed by changing the temperature (growth increases with increasing temp.). Otherwise to change the growth rate, you must obtain a different microbe or use a different substrate.
In the environment (non-ideal conditions), the growth rate can be changed by figuring out what the limiting condition in that environment is.
Question: Is exponential growth a frequent occurrence in the environment?
Slide25Growth Curve
Stationary
Slide26nutrients become limiting and/or toxic waste products accumulate
growth = death (dX/dt = 0)
Stationary phase
death > growth (dX/dt = -k
d
X)
Death phase
Slide27Monod Equation
The exponential growth equation describes only a part of the growth curve as shown in the graph below.
u = specific growth rate (h
-1
)
u
m
= maximal growth rate (h
-1
)
S = substrate concentration (mg L
-1
)
K
s
= half saturation constant (mg L
-1
)
u =
u
m
S
K
s
+ S
.
The Monod equation describes the dependence of the growth rate on the substrate concentration:
Slide28Combining the Monod equation and the exponential growth equation allows expression of an equation that describes the increase in cell mass through the lag, exponential, and stationary phases of growth:
u =
u
m
S
K
s
+ S
.
dX/dt = uX
u = dX/Xdt
Monod equation
Exponential growth equation
dX/dt =
u
m
S X
K
s
+ S
.
.
Does not describe death phase!
Slide29There are two special cases for the Monod growth equation
At high substrate concentration when S>>K
s
, the Monod equation
simplifies to:
dX/dt = u
m
X
2. At low substrate concentration
when S<< K
s
, the Monod equation
simplifies to:
dX/dt =
u
m
S X
K
s
.
.
Which of the above two cases is the norm for environmental samples?
growth will occur at the maximal growth rate.
growth will have a first order dependence on substrate concentration (growth rate is very sensitive to S).
K
s
Slide30In this case the growth equation must be expressed in terms of substrate concentration. The equations for cell increase and substrate loss can be related by the cell yield:
Growth in terms of substrate loss
Glucose (C
6
H
12
O
6
) Pentachlorophenol (C
6
Cl
5
OH) Octadecane (C
18
H
38
)
0.4
0.05
1.49
dS/dt = -1/Y (dX/dt) where Y = cell yield
Y =
g cell mass produced
g substrate consumed
Slide31Combine with: dX/dt =
u
m
S X
K
s
+ S
.
.
dS/dt = -1/Y (dX/dt)
dS/dt = -1/Y (
dX/dt
)
Combine with:
dX/dt
=
u
m
S X
K
s
+ S
.
.
.
dS/dt = -
u
m
(S X)
Y (K
s
+ S)
Which parts of this curve does the equation describe?
Growth in terms of substrate loss
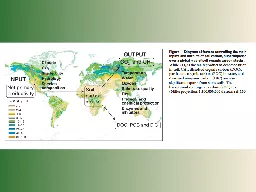
Slide32Fermentation technology for production of various
industrial compunds
(vitamins,antibiotics,organic acid, etc)
Slide33Microbial products by fermentation TechnologyPrimary metabolitesSmall molecules of living cells Intermediates or end products of the pathway.
Related to synthesis of microbial cells in the growth
phase.Include alcohols, amino acids, nucleotides, organic acids, polyols, vitamins, and enzymese.g. Lactic acid,citric acid
Secondory
metabolites-
Accumulate
following active
growth
.
Have no direct relationship to synthesis of cell material and natural
growth
Include antibiotics and toxins
Slide34Primary
metabolites
-
Secondory
metabolites
-
Slide35Primary metabolitesThey are compounds made during the ordinary metabolism of the organism during the growth phase. A common example is ethanol or lactic acid, produced during glycolysis
. Citric acid is produced by some strains of Aspergillus niger
as part of the citric acid cycle to acidify their environment and prevent competitors from taking over. Glutamate is produced by some Micrococcus species,and some Corynebacterium species produce lysine, threonine, tryptophan and other amino acids. All of these compounds are produced during the normal "business" of the cell and released into the environment. There is therefore no need to rupture the cells for product recovery.
Slide36Secondory metabolites-They are compounds made in the stationary phase; penicillin, for instance, prevents the growth of bacteria which could compete with
Penicillium molds
for resources. Some bacteria, such as Lactobacillus species, are able to produce bacteriocins which prevent the growth of bacterial competitors as well. These compounds are of obvious value to humans wishing to prevent the growth of bacteria, either as
antibiotics
or
as
antiseptics
(such as gramicidin
S
.
Fungicides, such as
griseofulvin
are
also produced as secondary metabolites
.
[Typically secondary metabolites are not produced in the presence of glucose or other carbon sources which would encourage growth,[8]and like primary metabolites are released into the surrounding medium without rupture of the cell membrane.
Slide37Vitamin production by Fermentation Technology
Vitamins are defined as essential micronutrients that are required in trace quantity and are very important compounds in diet
Synthesized by prototrophic
microorganisms
Microbes excrete vitamins in excess of their metabolic needs under highly specific and artificial condition
Slide38Vitamin B12Vitamin B2Vitamin CproVitamin
A
Slide39Micro –organisms in industrial production of vit. B12
Streptomyces
griseus , S. olivaceus , Bacillus megaterium ,
B.
coagulans
, Pseudomonas
denitrificans
,
Propionibacterium
freudenreichii
, P.
shermanii
and
a mixed fermentation of a
Proteus
spp
and a
Pseudomonas sp
Slide40Vit.B12 production using Streptomyces olivaceus NRRL B-1125
Manufactured by submerged fermentation
Aeration and agitation of medium essentialFermentation process completed in 3 to 5 days
Slide41Inoculum prepationPure slant culture of Streptomyces
olivaceus NRRL B-1125
is inoculated and grown in 100 to 250 ml of inoculum medium. Seeded flask are kept on shaker for incubation .Flask cultures are used to inoculate large amount of inoculum media arranged in series of tank .2 or 3 successive transfers are made to obtain required amount of inoculum cultures.
Inoculum of production tank must be 5% of the volume of production medium
Slide42Industrial production of vitamins42
Slide43Production mediumConsist of carbohydrate ,proteinaceous material , and source of cobalt and other salts .
Sterilization of medium batchwise or continuously .
Batch – medium heated at 250°F for 1 hr
Continuous – 330°F for 13 min by mixing with live steam.
43
Components
Amount ( %)
Distillers solubles
4.0
Dextrose
0.5 to 1
CaCO
3
0.5
COCl
2
.6H2O
1.5 to 10 p.p.m.
Slide44Temperature , pH , aeration and agitationTemperature : 80°F
pH
: At starting of process pH falls due to rapid consumption of sugar, then rises after 2 to 4 due to lysis of mycelium pH 5 is maintained with H2
SO
4
and reducing agent Na
2
SO
4
.
Aeration and agitation
: Optimum rate of aeration is
0.5 vol air/vol medium/min. Excess aeration cause foaming.
44
Slide45Antifoam agent , prevention of contaminationAntifoam agent
:
soya bean oil , corn oil, lard oil and silicones (sterilized before adding) .Prevention of contamination : essential to maintain sterility ,
contamination results in reduced yields , equipments must be sterile and all transfers are carried out under aseptic conditions .
45
Industrial production of vitamins
Slide46Yields Yield of cobalamin are usually in the range of 1 to 2 mg. per litre in the fermented broth
Slide47Recovery Cobalamin associated with mycelium- boiling mixture at pH 5 liberates the cobalamin quantitatively from mycelium.
Broth containing cobalamin is subjected to further work up depending on type of product to be produced
Slide48Recovery contd….Filtration - to remove mycelium.
Filtered broth treated with cyanide – (cobalamin to cyanocobalamin).
Adsorption chromatography , ion exchange chromatography – adsorbents : activated charcoal , bentonite , fuller’s earth .
Bentonite
Fuller’s earth
Slide49Elution : water, water-acetone and solution of sodium cyanide or sodium thiocyanate . further extraction – countercurrent distribution b/w cresol, amyl phenol or benzyl alcohol and water or single extraction into organic solvent (phenol)
Slide50Recovery contd….
To aqueous
concentrates , dissolve a Zn salt in a slight acidic solution & then rise the pH to bring about precipitation of ZnOH(impurities are removed) .Chromatography on alumina & crystallization from methanol-acetone , ethanol-acetone, or acetone-water.
Industrial production of vitamins
50
Slide51Recovery contd….To use as feed supplement , final fermented broth is evaporated to dryness.Final broth contain 3% solids –
in vacuo
evaporation (15 to 20 % solid content). Syrup – drum dried or spray dried.(contain 10 to 30 mg.lb. of cobalamin)
Slide52Beta- carotene or provitamin A
Provitamin
A -----> Vitamin A (intestine)
Fat soluble
Deficiency leads to night blindness
Best source is liver and whole milk also
coloured
fruits and vegetables
Isoprene derivatives
Tetraterpenoids
with eight isoprene residues
400 naturally occurring carotenoids: b-carotene, a-carotene, d-carotene, lycopene,
zeaxanthin
Carotenoids Used as
food
colorants and animal feed supplements for poultry and aquaculture,
carotenoids
play an increasing role in cosmetic and pharmaceutical applications due to their antioxidant properties.
The
pigments are often regarded as the
driving
force of the
nutraceutical
boom,
since they not only exhibit significant
anticarcinogenic
activities
but also
promote
ocular health
, can improve
immune response
, and prevent chronic degenerative diseases.
Slide53Commercial productionMicrobial fermentation
Blakeslea
trispora (high yeild; 7g/L)Phycomyces
blakesleeanus
Choanephora
cucurbitarum
Submerged Fermentation process
Corn starch,
soyabean
meal,
b
-ionone, antioxidants
DSM Nutritional Products (Switzerland) and BASF (Germany) dominate the market with their chemical synthesis processes, but Chinese competitors are catching up.
Trisporic
acid
: act as microbial sex hormone, improves yield
b
-Ionone
:
incr
b
-carotene
syn
by
incr
enzyme activity
Purified deodorized kerosene
increases solubility of hydrophobic substrates
Recovery:
b- carotene rich mycelium used as feed additiveMycelium is dehydrated by methanol, extracted in methylene chloride and crystallized which is 70-85% purestimulators
Slide54Halophilic green microalgae Dunaliella
salina
. It accumulates the pigments in oil glo- bules in the chloroplast interthylakoid spaces, protecting them against
photoinhibition
and
photodestruction
.
Excessive pigment formation in
D.
salina
is achieved by numerous stress factors like high temperature, lack of nitrogen and phosphate but excess of carbon, high light intensity, and high salt concentration, the latter two having the highest impact
.
Dried
D.
salina
biomass for sale contains 10–16% carotenoids, mainly
b
-carotene. In addition crystalline material obtained after extraction with edible oil is also sold.
Slide55Primary Metabolites: Organic Acids
Organic acids are produced by through metabolisms of carbohydrates. They accumulate in the broth of the fermenter from where they are separated and purified.
GlycolysisKrebs cycle
I. Terminal end products lactic acid
(pyruvate, alcohol) Propionic acid
II. Incomplete oxidation of sugars citric acid
(glucose)
Itaconic
acid
Gluconic
acid
III. Dehydrogenation of alcohol with O2 acetic acid
Manufactured on large scale as pure products or as salts
Slide56CITRIC ACID: industrial uses
Flavoring agent
In food and beverages
Jams, candies, deserts, frozen fruits, soft drinks, wine
Antioxidants and preservative
Chemical industry
Antifoam
Treatment of textiles
Metal industry, pure metals +citrate (chelating agent)
Pharmaceutical industry
Trisodium
citrate (blood preservative)
Preservation of ointments and cosmetics
Source of iron
Agent for
stabilization
of
Fats, oil or ascorbic acid
Stabilizer for cheese preparation
Detergent cleaning industry
Replace polyphosphates
Acidifyer
Flavoring
Chelating agent
Primary metabolite
Present in all organisms
Slide57Aspergillus niger
clavatus
Pencillium luteum
Commercial Production
Strains that can tolerate high sugar and low pH with reduced synthesis of undesirable by products (oxalic acid,
isocitric
acid,
gluconic
acid)
Glucose
Pyruvate
Pyruvate
Acetyl CoA
CO2
CO2
Pyruvate
OXA
Malate
MITOCHONDRIA
Malate
Fumarate
Succinyl
CoA
OXA
citric acid
a-KG
CYTOPLASM
Glucose
MEDIUM
Pyr
carboxylase
Pyr
Dehy
-
drogenase
Citrate
synthase
100g sucrose ---
112g any citric acid or 123g citric acid-1hydrate
Slide58Factors for regulationCARBOHYDRATE SOURCE
: sugar should be 12-25%
Molasses (sugar cane or sugar beet)Starch (potato)Date syrup
Cotton waste
Banana extract
Sweet potato pulp
Brewery waste
Pineapple waste
High sugar
conc
incr
uptake and production of citric acid
TRACE METALS
:
Mn2+, Fe3+, Zn2+
incr
yield
Mn2+
incr
glycolysis
Fe3+ is a
cofator
for enzymes like
aconitase
pH:
incr
yield when pH below 2.5, production of oxalic acid and
gluconic
acid is suppressed and risk of contamination is minimal
DISSOLVED O2
:
high O2, sparging or incr aeration can affect if interrupted
NITROGEN SOURCE
: addition of ammonium stimulates overproduction, molasses is good source of nitrogen
Slide59Citric acid production
Surface fermentation submerged fermentation
Solid liquid
Stirred Airlift
Bioreactor bioreactor
N alkanes (C9-C23) can also be used to produce citric acid; can result in excess production of
isocitric
acid
Slide60ACETIC ACID: industrial uses
Slide61ACETIC ACIDVinegar is prepared from alcoholic liquids since
ceturies
CH3 CH2OH---- CH3CHO-------- CH3CH(OH)2 ------- CH3COOHEthanol acetaldehyde acetaldehyde hydrate acetic acid
NAD+ NADH +H+
NADP+
NADP +H+
Alcohol
dehydrogenase
Acetaldehyde dehydrogenase
Gluconobacter
,
Acetobacter
with acid tolerant A.
aceti
Incomplete oxidation of ethanol
One molecule of ethanol one molecule of acetic acid is produced
12% acetic acid from 12% alcohol
It is an obligate anaerobe, Gram-positive, spore-forming, rod-shaped,
thermophilic
organism with an optimum growth temperature of 55–60
o
C and optimum pH of 6.6–6.8.
Clostridium
thermoaceticum
Slide62VINEGAR: 4% by volume acetic acid with alcohol, salts, sugars and esters
flauoring agent in sauces and ketchups, preservative also
Wine, malt, whey (surface or submerged fermentation process)
Surface:
trickling generator
;
fermentale
material sprayed over surface, trickle thro shavings
contaning
acetic acid producing bacteria; 30oC (upper) and 35oC (lower). Produced in 3 days.
Submerged
: stainless steel, aerated using suction pump, production is 10X higher
Clostridium
thermoaceticum
(from horse manure)
is
also able to utilize five-carbon sugars:
2C
5H10O5 ---
5CH
3
COOH
A
variety of substrates, including fructose, xylose, lactate,
formate
, and pyruvate, have been used as carbon sources in an effort to lower substrate costs. This factor is also important if cellulosic renewable resources are to be used as raw materials.
Typical
acidogenic
bacteria are
Clostridium
aceticum, C. thermoaceticum, Clostridium formicoaceticum, and Acetobacterium woodii. Many can also reduce carbon dioxide and other one-carbon compounds to acetate.
Slide63These enzymes are
metalloproteins; for example,
CODH contains nickel, iron, and sulfur; FDH contains iron, selenium, tungsten, and a smallquantity of molybdenum; and the
corrinoid
enzyme
(
vitamin
B12 compound) contains cobalt.
C.
thermoaceticum
does not have any specific amino acid requirement; nicotinic acid is the sole
essential vitamin
1mol
2moles
2moles
1mol
1mol
CODH
Slide64LACTIC ACID: industrial uses
Technical grade
20-50%
Ester manufacture
Textile industry
Food grade
>80%
Food additive (sour flour and dough)
Pharmaceutical grade
>90%
Intestinal treatment
(metal ion lactates)
Glucose
G3P NAD+
NADH +H+
1,3-biphosphoglycerate
G3P
dehy
-
drogenase
Pyruvate
Lactic acid
LDH
(Lactate dehydrogenase)
Slide65LACTIC ACID2 isomeric forms L(+) and D(-) and as racemic mixture DL-lactic acid
First isolated from milkToady produced microbial
Heterofermentation Homofermentation
Other than lactate products only lactate as product
Lactobacillus
L.
delbrueckii
Glucose
L.
leichmanni
L.
bulgaricus
L.helvetii
Whey (lactose)
L.lactis
------- Maltose
L.amylophilus
-------- Starch
L.pentosus ------ Sulfite waste liquor
Mostly one isomer is produced
Slide66LACTIC ACID: production process
Fermentation broth (12-15% glucose, N2, PO4, salts micronutrients) pH 5.5-6.5/temp 45-50
oC/75hHeat to dissolve Ca
lactate
Addition of H2SO4
(removal of
Ca
SO4)
Filter and concentrate
Addtion
of
Hexacyanoferrant
(removes heavy metal)
Purification (Ion exchange)
Concentration
Lactic acid
1
mol of glucose gives 2 moles of lactic acid; L lactic acid is predominantly produced
Slide67Antibiotics by Fermentation TechnologyAntibiotics are produced industrially by a process of fermentation, where the source microorganism is grown in large containers (100,000 – 150,000 liters or more) containing a liquid growth medium.
Slide68StreptomycinS
econdary metabolite produced by Streptomyces
griseus.Change in environment condition and substrate availability influence final product.In fermentation a
soyabean
based medium is used with glucose as carbon source.
Nitrogen source is combined in
soyabean
meal, limits growth.
After growth the antibiotic levels in the culture begin to increase
.
Source: www.indiamart.com
Slide69Phases during fermentation of streptomycin
Proteolytic
activity of the microbe releases NH3 to the medium from the soybean meal, causing a rise in pHThe glucose and NH3 released are consumed during this phase.The
pH remains fairly constant-between 7.6 and
9.0
.
Slide70Slide71PRODUCTION OF PENICILLINPenicillin was the first important commercial product produced by an aerobic, submerged fermentation
First antibiotic to have been manufacture in bulk.Used as input material for some semi synthetic antibiotics.It is fermented in a
batch culture
Slide72When penicillin was first made at the end of the second world war using the fungus Penicillium notatum
, the process made 1 mg dm-3
. Today, using a different species (P. chrysogenum) and a better extraction procedures the yield is 50 g dm
-3
.
There is a constant search to improve the yield.
Slide73The yield of penicillin can be increased by:Improvement in composition of the mediumIsolation of better penicillin producing mold sp. Penicillium chrysogenum which grow better in huge deep fermentation tank
Development of submerged culture technique for cultivation of mold in large volume of liquid medium through which sterile air is forced.
Slide74Primary and Secondary MetabolitesPrimary metabolites are produced during active cell growth, and secondary metabolites
are produced near the onset of stationary phase.
Slide75Commercial Production Of PenicillinLike all antibiotics, penicillin is a secondary metabolite, so is only produced in the stationary phase.
Slide76INDUSTRIAL PRODUCTION OF ANTIBIOTIC- PENICILLIN
The industrial production of penicillin was broadly classified in to two processes namely,
Upstream processing Downstream processing
Slide77UPSTREAM PROCESSINGUpstream processing encompasses any technology that leads to the synthesis of a product. Upstream includes the exploration, development and production.
Slide78DOWNSTREAM PROCESSINGThe extraction and purification of a biotechnological product from fermentation is referred to as downstream processing.
Slide79UPSTREAM PROCESSINGINOCULUM PREPARATION
The medium is designed to provide the organism with all the nutrients that it requires.
Inoculation method- submerged technique Spores -major source of inoculum
Slide80RAW MATERIALSCARBON SOURCES:
Lactose acts as a very satisfactory carbon compound, provided that is used in a concentration of 6%. Others such as glucose & sucrose may be used.
NITROGEN SOURCES:Corn steep liquor (CSL)Ammonium sulphate and ammonium acetate can be used as nitrogenous sources.
MINERAL SOURCES:
Elements namely potassium, phosphorus, magnesium, sulphur, zinc and copper are essential for penicillin production. Some of these are applied by corn steep liquor.
Calcium
can be added in the form of chalk to counter the natural acidity of CSL
PAA
- precursor
Slide81FERMENTATION PROCESSThe medium is inoculated with a suspension of conidia of Penicillium chrysogenum. The medium is constantly aerated and agitated, and the mould grows throughout as pellets.
After about seven days, growth is complete, the pH rises to 8.0 or above, and penicillin production ceases
Slide82STAGES IN DOWNSTREAM PROCESSINGRemoval of cells
The first step in product recovery is the separation of whole cells and other insoluble ingredients from the culture broth by technique such as filtration and centrifugation.
Slide83ISOLATION OF BENZYL PENICILLINThe PH is adjusted to 2-2.5 with the help of phosphoric or sulphuric acids.
In aqueous solution at low PH values there is a partition coefficient in favor of certain organic solvents such as butyl acetate.
This step has to be carried out quickly for penicillin is very unstable at low PH values.Antibiotic is then extracted back into an aqueous buffer at a PH of 7.5, the partition coefficient now being strongly in favor of the aqueous phase. The resulting aqueous solution is again acidified & re-extracted with an organic solvent. These shifts between the water and solvent help in the purification of penicillin.
Slide84The main stages of Penicillin production are:
Slide85Slide86Slide8787
Fermented Meat
Slide8888
1.Introduction
Meat is the flesh (muscle tissue ) of warm-blooded
animals,but
fermented specialties from poultry ( sausages as well as cured and smoked fermented poultry) are available.
What is fermented sausage?
A sausage is fermented if
-its pH below 5.6 and D-lactic acid content above 0.2%
-its
colour
is heat-stable
-its texture is no longer crumble
-its aroma is typical
-lactic acid bacteria predominate
-
Enterobacteriaceae
counts are low
Slide8989
a) Nutritional Role of Meat in the Human Diet:
essential component of the human diet to ensure optimal growth and development.
as a concentrated source of a wide range of nutrients.
high digestibility required relatively smaller guts.
meat and meat products has increased with the affluence of the consumer.
fat content of meat as consumed is around 2to5%.
protein of high biological value.
micronutrient such as iron, zinc, vitamin B1, niacin equivalents, and vitamin B12 significantly contribute to the nutritional value of meat.
red meat contains 50-60% of iron in the hame from (from hemoglobin and myoglobin).
Slide9090
Table. 2
Classification of fermented sausages
Slide9191
2. The history and culture related
to fermented meat.
Meat is extremely susceptible to microbial spoilage.
meat as a substrate are optimal for the growth of bacteria.
water activity and pH are 0.96 to 0.97 and 5.6 to 5.8, respectively
nutrients and growth factors are abundantly available.
storage and preservation of meat is necessary for the suppression of microbial growth or the elimination of microorganisms and prevention of recontamination.
Slide922. The history and culture related to fermented meat
The traditional methods which comprise reduction -
1) water activity ( drying, salting) and/ or pH (fermentation, acidification)
2) smoking, storage at refrigeration or freezing temperatures,
3) use of curing aids (nitrite and nitrate)
meat may also contain bacterial food pathogens.
meat has to be of high quality with regard to hygiene and microbial counts.
92
Slide93933. The fermentation process
Fermentation process :
two types
-foods from a comminuted matrix
-whole meat products.
Slide9494A. Fermentation of a Comminuted meat matrix
a) Variables in sausage production
Variables include:
The particle size of the comminuted meat and fatty tissue (1 and 30 mm)
The selection of additives (curing salt, nitrate, ascorbic acid, sodium glutamate and glucono-∂-lactone -source glucose.
The temperature /humidity (below 2to 3℃, the temperature is raised usually to
>
20℃ and
>
28℃, but maximum higher temperatures (32 to 38℃).
Slide9595
The diameter of the sausages
The nature of the casings smoking
Heating after fermentation
Supporting the development of mold growth on the surface or establishing a special tight surface film (e. g. coating with a titanium dioxide film)
Dipping in antifungal preparations ( sorbic acid or pimaricin)
pH-4.8 to 5.4
Slide9696
Table. 3
Slide9797
Species Employed in Meat Starter Cultures
Bacteria: Lactic Acid Bacteria such as
Lactobacillus acidophilus
,
Lb.
alimentarius
,
Lb.
curvatus
,
Lb.
plantarum
etc
,
Lactococcus
lactis
,
Pediococcus
acidilactici
,
P.
pentosaceus
Actinobacteria
:
Kocuria
varians
,
Streptomyces
griseus
,
Bifidobacterium spp.
Staphylococci:
Staphylococcus
xylosus
,
S.
carnosus ssp.
Halomonadaceae : Halomonas elongata Fungi: Penicillium nalgiovense
,
P. chrysogenum,
P. camemberti Yeasts: Debaryomyces
hansenii, Candida famata
Slide9898B. Fermentation of Whole Meat Products (HAM)
curing by salting (with or without the use of nitrite and/or nitrate)
to achieve a water activity of ∠0.96 (equivalent to 4.5% sodium chloride)
temperatures (5
0
C)―the salt will diffuse to the deepest part of meat
overcoming the food poisoning through
Clostridium botulinum
contamination.
after equilibrating the salt concentration and flavor development, the temperature is raised to 15 to 25
0
C to ripen the ham.
optimum flavor has no changed at least 6 to 9 months, maximum 18th month.
at the end of ripening step, the moisture has been reduced by 25% and salt 4.5 to 6%)
Slide9999
4. Composition and changes during fermentation
growth of LAB and concomitant acidification of the product.
reduction of nitrates to nitrites and formation of
nitrosomyoglobin
solubilization
and
gelification
of
miofibrillar
and sarcoplasmic proteins
degradation of proteins and lipids
dehydration
Slide100100
a) Fermentation Microflora
sausage minces favor the growth of Micrococcacea and Lactobacilli (5×108 to 10
9
CFU/g)
Micrococcacea such as
Kocuria varians
,
Staphylococcus carnosus
or
S. xylosus
grow to cell counts 10
6
to 10
7
CFU/g, when nitrate cure is applied.
inhibited the growth of organism
the predominant microorganism is isolated
growth of Staphylococcus occurs
Penicillium constituted 96% of the microflora the nontoxigenic species
Penicillium nalgiovense
was most frequently isolated
the halotolerant yeast (Debaryomyces hansenii) is the predominant
Slide101101
b) Acidification, Dehydration, and Microbial Antagonism
isoelectric point of meat proteins (pH 5.3 to 5.4)
increase the ionic strength
sodium chloride and lactate in fermented sausages develop taste of the product.
acidification and drying are importance for inhibition of the growth of pathogens.
low pH and water activity exert an inhibitory effect towards pathogens.
lactic and acetic acids are the major fermentation products
the dry matter content 50-75%
the water activity values .86-.92 depend on ripening
Slide102102
c) Proteolytic and
Lipolytic
Degradation during fermentation
Peptides and amino acids accumulate to levels of about 1% dry matter
Peptides and amino acids act as flavor enhancers and synergists.
excess proteolysis may result in bitter and metabolic off-flavor
amino acids and peptides are utilized by microorganisms for the conversion to flavor volatiles
the bioactive peptides is influenced by lactic fermentation
Kocuria
varians
is inhibited by environmental conditions
Lb.
casei
utilizes peptides released from pork muscles
fat content 40-60% of dry matter
long chain fatty acids are released from triglycerides and phospholipids
free fatty acids are found 5% of the total fatty acids.
polyunsaturated fatty acids is higher than saturated fatty acids.
Slide103103
d) Generation of Flavor volatiles
Routes:
by lipolysis and hydrolysis of phospholipids, followed by oxidation of free fatty acids.
microorganisms produce organic acids: convert amino acids and peptides to flavor-active alcohols, aldehydes, and acids
modify products of lipid oxidation
aroma is determined by the addition of spices, smoking, or surface-ripening with yeasts or molds.
Slide104104
e) Biogenic amines
histamine, tyramine,
phenylethylamine
, tryptamine, putrescine and
cadaverine
not exceeding 100mg/kg.
are mainly derived from bacterial decarboxylation of amino acids
putrescine and
cadaverine
are produced by the Gram-negative spoilage flora
starter cultures inhibit rapidly metabolism of Gram negative bacteria
effectively reduce tyramine levels in fermented sausages
Slide105105
Product Diversity and Sensory Properties
The main desirable effects of starter micro-organisms on flavor and taste of fermented meats are
formation of lactic acid
transformation of compounds from abiotic breakdown of lipids
degradation of peptides and amino acids formed by meat proteases
Indirect effects are
consumption of oxygen
reduction of nitrate
protein degradation by
mould
proteases
Slide106SucukOne of the most important and widely consumed traditional Turkish meat product, Dried, uncooked, cured and fermented sausage,
Produced from beef or buffalo meat Consist of ground meat and sheep tail fat and curing agents (nitrite and nitrate), with various spices including cumin, garlic, salt, and black and red pepper
106
Slide107Sucuk processing stagesStuffing sausage mixture into natural sausage casings Fermentation at 22-23ºC by either microorganisms naturally present or added starter cultures
Drying for several weeks at ambient temperature and humidity
due to fermentation, the final product has an increased shelf life as a consequence of the inhibition of the pathogenic and spoilage bacteria,
107