
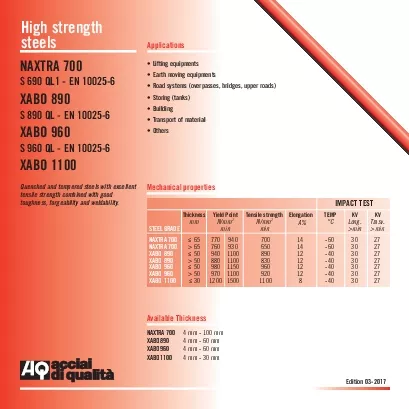
Edition 032017Mechanical propertiesAvailable ThicknessThicknessYieldPointTensilestrengthElongationTEMP KVKVmmNmmCLongTrasvminminx0000minx0000min77094070014603027x0000 65760930650146030279401100890 ID: 859207
Download Pdf The PPT/PDF document "toughness forgeability and weldability" is the property of its rightful owner. Permission is granted to download and print the materials on this web site for personal, non-commercial use only, and to display it on your personal computer provided you do not modify the materials and that you retain all copyright notices contained in the materials. By downloading content from our website, you accept the terms of this agreement.



1 Edition 03-2017 toughness, forgeability
Edition 03-2017 toughness, forgeability and weldability. Mechanical properties Available Thickness ThicknessYieldPointTensilestrengthElongationTEMP KVKVmmN/mm°CLong.Trasv.minmin�min�min77094070014-603027� 6576093065014-603027940110089012-403027� 50880110083012-403027980115096012-403027� 50970110092012-403027 Lifting equipmentsEarth moving equipmentsRoad systems (overpasses, bridges, upper roads)Storing (tanks)BuildingTOthers ADQ04417_Schede_ING_ADQ_Schede_204/00 v5 28/03/17 10:46 Pagina 1 XABO 890 - XABO 960 - XABO 1100 (*) NAXTRA 700S 690 QL1 - EN 10025-6S 890 QL - EN 10025-6S 960 QL - EN 10025-6 steels Cold forming punching) of steel plates NAXTRA 700 can bemust be strictly followed. These steels, having aparticular high yield point, need a higher powerthan the one required for a normal carbon steelto obtain same results.For cold bending, it is important to apply to theminimum bending radius indicated on theundermentioned table, which are valid ifmandrils axis is perpendicular to the finalrolling direction. In case of bending done withmandrils axis parallel to the final rollingdirection, it will be necessary to increase theFor shearing and punching too, it is necessary tothe cutting capacity wi
2 ll be reduced. Hot Treatment (bending an
ll be reduced. Hot Treatment (bending and forming of NAXTRA)can be done following the usual procedures usedfor carbon and alloy steels.Due to the particular supplying status ofNAXTRA, the mechanical properties have to bereset by a thermic treatment after hotprocessing, in case this is effected at a highertemperature than the tempering.It is recommended that the heating temperaturedoes not exceed 1000°C. Flame cutting does not require particulartechnics. However the cut edge will show a highhardness limited to a minimum depth.This is to be taken into consideration if later thecut edge has to be mechanically treated.In this case edge must be tempered, buttemperature must not exceed 600°C. Welding NAXTRA can be perfectly welded if electrodes,fluxes and welding technics are properly used.These products can be easily found in Italy andIn order to form XABO 890, XABO 960 and XABO1100 please see TKS technical instructions to berequired to commercial department. Chemical composition - % NAXTRA M700 NAXTRA 70 may contain Ni, Nb, Ti, V,and B within the limits of EN 10025-6 thkMinimum bending radius 25-503A NAXTRA 700 � 503A C0.20 (*)SI0.5 (*)Mn1.7 (*)P max0.020 (*)0.005 (*)max1.5 (*)Mo0.7 (*)Nimax2.5 (*)V0.12 (*) ADQ04417_Schede_ING_ADQ_Schede_204/00 v5 28/03/17 10:46 Pagina 2