
1 Dust Explosion Fundamentals Fire triangle and explosion pentagon 2 FUEL IGNITION OXIDANT CONFINEMENT MIXING OXIDANT IGNITION FUEL Dust Explosion Fundamentals Hammermill pentagon in practice ID: 477194
Download Presentation The PPT/PDF document "Dust can explode!" is the property of its rightful owner. Permission is granted to download and print the materials on this web site for personal, non-commercial use only, and to display it on your personal computer provided you do not modify the materials and that you retain all copyright notices contained in the materials. By downloading content from our website, you accept the terms of this agreement.


Slide1
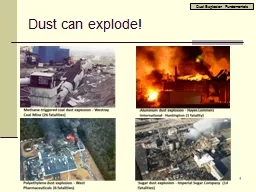
Dust can explode!
1
Dust Explosion FundamentalsSlide2
Fire triangle and explosion pentagon
2
FUEL
IGNITION
OXIDANT
CONFINEMENT
MIXING
OXIDANT
IGNITION
FUEL
Dust Explosion FundamentalsSlide3
Hammermill – pentagon in practice
3
Dust Explosion FundamentalsSlide4
How dusts explode
Chemical explosionPropagating combustion
reactionReaction mechanismDust/air mixture heterogeneous; reaction may be heterogeneous (few) or homogenous (most)Most dusts explode as gas explosionsVolatiles from solid materialExplosion: FUEL (dust) and OXIDANT are MIXED, ignited by IGNITION SOURCE
, and sufficient CONFINEMENT results in overpressure development4
Dust Explosion FundamentalsSlide5
How coal dust explodes
5
Dust Explosion FundamentalsSlide6
Dust explosion parameters
Laboratory-scale testing can determine dust explosion parameters for hazard/risk determination
Likelihood of occurrenceMEC: Minimum Explosible ConcentrationMIE: Minimum Ignition EnergyMIT: Minimum Ignition TemperatureLOC: Limiting Oxygen ConcentrationSeverity of consequencesPmax: Maximum explosion
pressure(dP/dt)max: Maximum rate of pressure riseKSt = (dP/dt)max · V1/3
6
Dust Explosion FundamentalsSlide7
Testing standards and equipment
ASTM E1226-12a: Standard Test Method for Explosibility of Dust Clouds
ASTM E1515-07: Standard Test Method for Minimum Explosible Concentration of Combustible DustsASTM E2019-03 (2013): Standard Test Method for Minimum Ignition Energy of a Dust Cloud in AirASTM E1491-06 (2012): Standard Test Method for Minimum Autoignition Temperature of Dust Clouds7
20-L Apparatus
BAM Oven
MIKE3 Apparatus
Dust Explosion FundamentalsSlide8
Risk control standards
NFPA 61 – Agriculture
and Food IndustriesNFPA 68 – Deflagration VentingNFPA 69 – Prevention SystemsNFPA 120 – Coal MinesNFPA 484 – Combustible MetalsNFPA 499 – Electrical InstallationsNFPA
654 – Manufacturing, Processing and Handling DustsNFPA 664 – Wood Processing8
Dust Explosion FundamentalsSlide9
Element 1 of 5 – Fuel
9
Basic Fire Principles
Basic Explosion PrinciplesDust Explosion Fundamentals
Ignition Source
Fuel
Oxidant
Mixing
Confinement
Dust Layer Fires
Prevention and MitigationCase Studies
Resources
Evaluation
CONFINEMENT
MIXING
OXIDANT
IGNITION
FUEL
FUELSlide10
Dust and combustible dust
NFPA definition of
dustAny finely divided solid, 500 µm or less in diameterNFPA definition of combustible dustA combustible particulate solid that presents a fire or deflagration hazard when suspended in air or some other oxidizing medium over a range of concentrations, regardless of particle size or shape.
10FuelSlide11
Examples of combustible dusts
Coal and coal productsFood productsMetals and alloys
Rubber and plasticsWood productsTextilesPharmaceuticalsPesticides 11DeBruce Grain Elevator Explosion
FuelSlide12
Examples of process units
SilosHoppersDust collectors
GrindersDryersFurnacesMixersPulverizing unitsConveying systems12
Bucket Elevator
FuelSlide13
How much layered dust is too much?
13
Sugar dust accumulation on
steel belt drive motorCornstarch accumulation undercornstarch silo
FuelSlide14
Calculation of dust concentration
C
= ρbulk (h/H)C = dust concentrationρbulk = bulk density of dust layerh = thickness of dust
layerH = height of dust cloud produced from dust layer14
FuelSlide15
Example: C
= ρbulk
(h/H)15
h = 1 mmρbulk = 500 kg/m3H
= 5 mC = 100 g/m3
H = 1 mC = 500 g/m3
FuelSlide16
Particle size
In general, as particle size of a given dust decreases, there is an increase in both explosion severity and likelihood
Pmax increasesKSt increases (potentially significantly)MEC, MIE and MIT all decreaseSmaller particle → larger surface area → higher reactivityFor nanomaterials, testing to date indicates an increase in explosion likelihood but no significant increase in severityLimited severity effect likely caused by particle agglomeration during dispersion
16FuelSlide17
Particle shape
Non-spherical particles can be combustible
Flake-like particlesFlocculent particles (fibers with L/D ratio)17
Wood Fibers
Nylon Flock
FuelSlide18
Both of these dusts are combustible
18
Spherical Polyethylene
Fibrous Polyethylene
FuelSlide19
Hybrid mixtures
Flammable gas and combustible dust May each be present in concentrations less than their individual
LFL (gas) and MEC (dust), and still be explosible Result in increased explosion severity and likelihoodExamplesMethane gas and coal dustNatural gas and fly ashHydrocarbon gases and resins
19FuelSlide20
Element 2 of 5 – Ignition Source
20
Basic Fire Principles
Basic Explosion PrinciplesDust Explosion Fundamentals
Ignition Source
Fuel
Oxidant
Mixing
Confinement
Dust Layer Fires
Prevention and MitigationCase Studies
Resources
Evaluation
CONFINEMENT
MIXING
OXIDANT
IGNITION
FUEL
IGNITION SOURCESlide21
Examples of ignition sources
Flames and direct heatHot workIncandescent materials
Hot surfacesElectrostatic sparksElectrical sparksFriction sparksImpact sparksSelf-heatingStatic electricityLightningShock waves
21
Ignition SourceSlide22
MIE and MIT testing
MIE and MIT testing can be conducted to better identify potential ignition source hazards
MIE and MIT test results are applicable to efforts aimed at dust explosion preventionRemoval of ignition sourcesGrounding and bondingControl of process/surface temperatures22
Ignition SourceSlide23
MIE values of some dusts
23
Material
MIE with inductance[mJ]MIE w
ithout inductance[mJ]
Epoxy coating powder1.7
2.5
Polyester coating powder2.915Polyamide coating powder
419Magnesium granulate25200
Flock69-981300-1600
Ignition SourceSlide24
Ignition of titanium dust
24
MIE [mJ]
Size
With
inductanceWithout inductance
MIT
[°C]<150 µm10-30
1-3>590
<45 µm1-31-3460≤20 µm<1
<1460150 nmNot determined<1
250
60-80 nm
Not
determined
<1
240
40-60 nm
Not
determined
<1
250
Ignition SourceSlide25
Destruction at 10 mJ
25
ABS (Acrylonitrile-Butadiene-Styrene) Plant
Ignition SourceSlide26
Element 3 of 5 – Oxidant
26
Basic Fire Principles
Basic Explosion PrinciplesDust Explosion Fundamentals
Ignition Source
Fuel
Oxidant
Mixing
Confinement
Dust Layer Fires
Prevention and MitigationCase Studies
Resources
Evaluation
CONFINEMENT
MIXING
OXIDANT
IGNITION
FUEL
OXIDANTSlide27
Limiting oxygen concentration
Oxygen is the most common oxidant
Does not have to be completely removed to prevent a dust explosionLimiting oxygen concentration (LOC)Highest oxygen concentration in a dust/air/inert gas mixture at which an explosion fails to occurValue for a given dust depends on inert gas usedIndustry application – inerting27
OxidantSlide28
Use of inert gas
Inert gas examples – carbon dioxide, nitrogen argon, helium, steam, flue gas
Inerting can introduce new hazardsAsphyxiation from reduced oxygen levels in airReaction of inert gas with dustElectrostatic discharge when CO2 is drawn from high-pressure or cryogenic tanksLeakage of inert gas in systems under pressureIntroduction of ignition sources from inerting equipment such as vacuum pumps
28OxidantSlide29
LOC values of some dusts
29
Material
LOC with nitrogen [volume %]Pea flour
15.5
Calcium stearate12.0Wheat flour11.0
High-density polyethylene
10.0Sulfur7.0Aluminum5.0
OxidantSlide30
Inert gas effectiveness
30
Inert GasLOC [volume %]
Nitrogen (diatomic)6.8Carbon dioxide (triatomic)5.5
Argon (monatomic)
4.0Magnesium Dust
OxidantSlide31
Effect on Pmax
and (dP/dt)max
31
Brown Coal Dust/Air/Nitrogen
OxidantSlide32
Effect on MEC (nitrogen)
32
OxidantSlide33
Element 4 of 5 – Mixing
33
Basic Fire Principles
Basic Explosion PrinciplesDust Explosion Fundamentals
Ignition Source
Fuel
Oxidant
Mixing
Confinement
Dust Layer Fires
Prevention and MitigationCase Studies
Resources
Evaluation
CONFINEMENT
MIXING
OXIDANT
IGNITION
FUEL
MIXINGSlide34
Primary dust explosions
34
MixingSlide35
Secondary dust explosions
35
MixingSlide36
Primary/secondary dust explosions
Primary dust explosions generally occur inside process vessels and units
Mills, grinders, dryers, etc.Secondary dust explosions are caused by dispersion of dust layers by an energetic disturbanceUpset conditions/poor housekeeping practicesVigorous sweeping; cleaning with compressed airBlast wave from primary explosion Gas or dust explosion; other explosion types
36MixingSlide37
Dustiness/dispersibility
37
Characteristic
Influence on DispersionParticle size
Larger diameter
→ higher settling velocity
Particle specific surface area
Larger specific surface area → lower settling rate
Dust moisture contentHigher
moisture content → reduced dispersibilityDust density
Higher density → higher settling velocityParticle shape
Asymmetry and
roughness
→
lower settling velocity
Agglomeration processes
Impact
effective particle diameter
MixingSlide38
Turbulence
Some degree of turbulence will always exist in a dust cloud
No such thing as a quiescent dust cloud within the confines of the earth’s gravitational fieldEffects of turbulenceIncreased ignition requirementsHighly turbulent dust clouds are harder to igniteHeightened combustion ratesOnce ignited, highly turbulent dust clouds yield more severe consequences
38MixingSlide39
Turbulence and overpressure
39
MixingSlide40
Turbulence and rate of pressure rise
40
MixingSlide41
Element 5 of 5 – Confinement
41
Basic Fire Principles
Basic Explosion PrinciplesDust Explosion Fundamentals
Ignition Source
Fuel
Oxidant
Mixing
Confinement
Dust Layer Fires
Prevention and MitigationCase Studies
Resources
Evaluation
CONFINEMENT
MIXING
OXIDANT
IGNITION
FUEL
CONFINEMENTSlide42
Role of confinement
Confinement allows for overpres
Confinement
does not need to be total for a dust explosion to occur
Semi-confined spaces
Unconfined spaces
with high blockage
ratio (congestion) and subsequent turbulence generation
42
ConfinementSlide43
Degree of confinement
No confinement/low confinement
Flash fireDust explosion rare occurrence Partial confinementFireball with limited pressure rise and flame propagationExplosion development possibleComplete confinementFull overpressure development
43ConfinementSlide44
Partial confinement
44
Methane-triggered coal dust explosion
with fireball emerging from mine portal
Bruceton Experimental Mine
Pittsburgh, PA
ConfinementSlide45
Partial confinement
Underground mine workings
Approximate mine gallery as a corridor with one end open, ignition occurring at opposite endExplosion development and flame propagation follows corridorBurned gases expand behind flame front and push unburned fuel/air mixture toward open end of
corridor, generating turbulenceFlame front accelerates as it reaches turbulent flow fieldSelf-accelerating feedback mechanism45
ConfinementSlide46
Congestion
Obstacles can create congestion (blockage) and generate significant post-ignition turbulence
46
Boom TruckWestray
ConfinementSlide47
Influence of obstacle type
47
ConfinementSlide48
Explosion relief venting
Dust explosion mitigation
Overpressure is reduced by relieving confinement48
Corn Flour Explosion with Relief VentingConfinementSlide49
Dust Layer Fires
49
Magnesium
Dust
Layer Fire
Basic Fire Principles
Basic Explosion Principles
Dust Explosion Fundamentals
Ignition Source
FuelOxidant
MixingConfinement
Dust Layer Fires
Prevention and Mitigation
Case Studies
Resources
EvaluationSlide50
Ignition of dust layers
Self-heating (self-ignition)External
heat sourcePieces of metalNut or bolt (heated by repeated contact with equipment surfaces)Overheated surfaceBearing or motorLayer Ignition Temperature (LIT)Minimum temperature required to ignite a layer of dust of a certain
thickness50
Dust Layer FiresSlide51
Effect of layer thickness
51
ALOM = Aluminum Oxide; CD = Coal D
ust; LP = Lycopodium; BWD = Beechwood DustDust Layer FiresSlide52
Self-ignition
52
Dust Layer FiresSlide53
Normalization of deviance
Dust fires are sometimes ignored
or normalizedAccepting as normal (and then ignoring) negative eventsCulture of risk-denialCounter to concept of safety cultureEvidence that something is not right in the workplaceNothing normal about an unintentional dust fire53
Dust Layer FiresSlide54
Prevention and Mitigation
54
ALARP
Basic Fire Principles
Basic Explosion Principles
Dust Explosion Fundamentals
Ignition Source
Fuel
Oxidant
MixingConfinement
Dust Layer Fires
Prevention and Mitigation
Case Studies
Resources
EvaluationSlide55
Hierarchy of controls
55
INHERENT SAFETY
PROCEDURAL
SAFETY
PASSIVE ENGINEERED
SAFETY
ACTIVE ENGINEERED
SAFETYPrevention and MitigationSlide56
Hierarchy as a continuum
56
Prevention and MitigationSlide57
Inherent safety
Proactive approach to reduce reliance on engineered or add-on safety devices (both passive and active) and procedural measures
Four basic principlesMinimizationSubstitutionModerationSimplification57
Prevention and MitigationSlide58
Minimization
Minimize amount of hazardous material in use (when use of such materials cannot be avoided – i.e. elimination)
Prevention and Mitigation
58Slide59
Substitution
Replace substance with less hazardous material; replace process route with one involving less hazardous materials
Prevention and Mitigation
59Slide60
Moderation
Use hazardous materials in least hazardous forms; run process equipment with less severe operating conditions
Prevention and Mitigation
60Slide61
Simplification
Simplify equipment and processes that are used; avoid complexities; make equipment robust; eliminate opportunities for error
Prevention and Mitigation
61Slide62
Minimum i
nerting concentration
62
Prevention and MitigationSlide63
Passive engineered safety
Add-on safety devices
Explosion relief ventsPhysical barriersHave no function other than to act when called upon to mitigate consequences of an explosionDo not require event detection or device activationMore reliable than active devices63
Prevention and MitigationSlide64
Venting
64
Corn Flour Explosion with Relief Venting
Prevention and MitigationSlide65
Venting process
65
Prevention and MitigationSlide66
Relief panels and rupture disks
66
Prevention and MitigationSlide67
Flameless venting
67
Corn Flour Explosion with Flameless Venting
Prevention and MitigationSlide68
Flame quenching devices
68
Prevention and MitigationSlide69
Active engineered safety
Add-on safety devices
Inerting (gas) systemsAutomatic explosion suppressionExplosion isolation valvesHave no function other than to act when called upon to mitigate consequences of an explosionRequire event detection and device activationLess reliable than passive devices69
Prevention and Mitigation