
Roy D Shapiro Core Reading Process Analysis HBP No 8007 Boston Harvard Business School Publishing 2013 OUTLINE Roy D Shapiro Core Reading Process Analysis HBP No 8007 Boston Harvard Business School Publishing 2013 ID: 605780
Download Presentation The PPT/PDF document "DESIGNING, MANAGING & IMPROVING OPER..." is the property of its rightful owner. Permission is granted to download and print the materials on this web site for personal, non-commercial use only, and to display it on your personal computer provided you do not modify the materials and that you retain all copyright notices contained in the materials. By downloading content from our website, you accept the terms of this agreement.




Slide1
DESIGNING, MANAGING & IMPROVING OPERATIONS
Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide2
OUTLINE
Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).
How to
design a process
to accomplish specific goals
The
critical challenges inherent in
managing operations
How
to think effectively about learning and
process improvement
, and the implications for designing and running operationsSlide3
Operations
ManagementSlide4
Products and services should be designed in such a way that they can be created effectively
Designing the product or service
Processes should be designed
so
they can create all products and services which the operation is likely to introduce
Designing the process
Product / service design has an impact on the process design and vice versa
Design of products / services and design of processes are interrelated and should be treated togetherSlide5
Process design
Operations strategy
Design
Improvement
Planning and control
Operations management
Process design
Supply n
etwork design
Layout
and flow
Process technology
Job
design
Product/service designSlide6
Process Design
Designing successful processes and managing them effectively requires an
understanding of how processes differ from one another
.
Processes that offer
high flexibility, full customization, and superior customer service, for instance, are unlikely to be the lowest cost in their industry.
And those that are low-cost probably do not allow for the flexibility and customization that some customers require
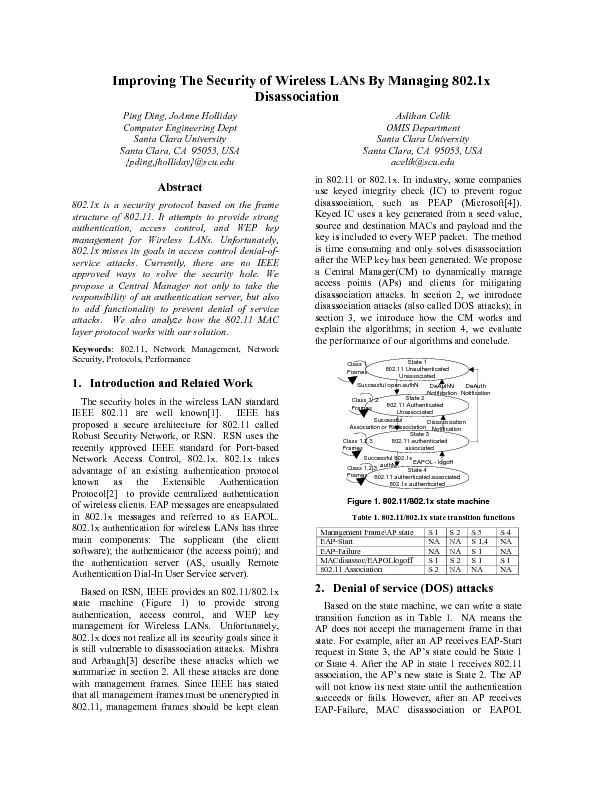
. Two major process designs are: 1
. Process-Focused, 2. Product-focusedRoy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide7
Process
-
Focused
Operations
(
Job-Shops
)
L
L
L
L
L
L
L
L
L
L
M
M
M
M
D
D
D
D
D
D
D
D
G
G
G
G
G
G
A
A
A
Receiving and
Shipping
Assembly
Painting Department
Lathe Department
Milling
Department
Drilling Department
Grinding
Department
P
PSlide8
Raw materials
or customer
Finished item
Station
2
Station
3
Station
4
Material
and/or labor
Station
1
Material
and/or labor
Material
and/or labor
Material
and/or labor
Repetitive
Manufacturing
Product-
Focused
OperationsSlide9
Product-Focused Operations
A product-focused operation is usually divided into several production lines. We will discuss
three product-focused process types
, each distinguished by the pacing of product
flow:
1.
Worker-paced line, 2. Machine
-paced line, and 3. Continuous-flow process.Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide10
Taxonomy of Process
Types
Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide11
Worker-Paced lines
In
a
worker-paced
line, workers themselves typically move products or components from one task to the next.
Thus, the rate of product flow is paced by workers themselves. Many worker-paced lines are batch processes (that is, they produce not just one product at a time but multiples of the same product).A manufacturing
cell is also a worker-paced line focused on an often narrow set of products. In it, products are not made in batches but instead are passed one at a time from worker to worker. Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide12
Single-Piece
Flow
versus
Batch
FlowTen-step Sequential ProcessRoy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide13
Single-Piece Flow
If this process is run
with
single-piece flow
(that is, as
a cell), the first unit would take 3 × 10 = 30 minutes to complete. With a
process cycle time of three minutes, the next items would be completed at minute 33, 36, 39
, so on. The 50th
unit would thus be completed at:30 + (49 × 3) = 177 minutes
(
about
three
hours
).WIP is at most 59 units.
Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide14
How do we measure
WIP
?
Throughput Time
: Average time that a
unit takes
to go through the entire process (including waiting time). Measured as
time
Work in Process(WIP)
: Average number of units in system over a time interval. Measured as
units
WIP
Throughput rate
Throughput time =
Key
relationship
(Little’s Law)Slide15
Batch Flow
If
this
process
is run instead with a
batch flow—meaning that a batch isn’t moved from one task to the next until the entire batch is completed—with a batch size of 50 units:the throughput time for this process is150 + 150 + . . . + 150 =
1,500 minutes, or 25 hours (more than three workdays). At each step, there will be a batch of product, so the line will have work-in-process (WIP) of 500 units.
Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide16
Benefits of Single-Piece
Flow
Single-piece
flow: The 50th unit would be completed at minute 177 (or a bit less than three hours) which is nearly
90% less than that of the batch flow (1500 min.). WIP is at most 59 units as compared to 500 units
WIP of batch process, a reduction of more than 96%. Thus, if speed is important or inventory is expensive, single-piece flow is desirable.
Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide17
Machine-Paced
Lines
When the product family is stable and narrow enough that tasks vary insignificantly between one product and another, additional efficiency may be gained by using a
machine-paced line (also called a conveyor-paced line).
Product
is moved from one task to the next by a conveyor or other mechanism, and
product flow is thereby paced by the speed of the conveyor.Work is broken into short, repetitive tasks that can be performed by workers with little training.
The speed of the conveyor is then set by the bottleneck task(s). Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide18
Toshiba
with
a
conveyor-paced line
Consider
Toshiba
, which produces its laptops using a machine-paced process.
In one line, for example, a conveyor is divided into ten sections—each one meter in length and separated from the others by white lines—paced the line. A product or set of components is placed between the white lines. The work required to assemble a computer is divided into ten sets of tasks, as shown in Table 1.
Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide19
Toshiba
with
a
conveyor-paced
lineEach worker is assigned to a workstation. When a white line enters a workstation, the worker begins to work on the laptop and must finish all work by the time the next white line comes by.
For smaller products, a worker might pick up the product and work on it but must still place it back between white lines.Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide20
Toshiba
with
a
conveyor-paced
lineOne of the central issues in designing a machined-paced process is the conveyor speed. The faster the speed, the greater the output, but if the conveyor moves too fast, some workers will not be able to complete their tasks in the time it takes two white lines to pass by.
At Toshiba’s conveyor, the space between white lines is one meter, and the longest task takes 114 seconds. Thus, we cannot run the line any faster than 1/114 = 0.00877 meters/second.Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide21
A Slow
Worker
In
what
ways, a worker who works
more slowly than the process cycle time will affect the performance of -
a worker-paced lines and - machine-paced lines?What
are the critical issues in designing worker
and
machine-paced
lines
?Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide22
Continuous-Flow Processes
O
ften
only one
standardized product
—typically in very high volume is produced. Product
is not something that flows in discrete units (such as a laptop); it is something that flows continuously. Output is denoted not in numbers of units, but in pounds or tons or liters or barrels. Examples include the production of cement, steel, petroleum, paper, chemicals, fabric, fruit juices, and many foods.
Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide23
Continuous-Flow
Processes
(CFP)
CFPs
are typically
highly capital-intensive
, using technology that has been designed to produce one standardized product and nothing else. To amortize the high costs of capital, CFPs strive for high volume and high machine utilization
. Indeed, many CFPs are run seven days a week, 24 hours a day, often for months at a time before a perhaps lengthy shutdown for cleaning and maintenance. Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide24
Many
real-world processes
, of course, are
hybrids:
combinations of one or more of the process types
The
challenge with hybrid operating systems is to design them so that the output rates of the different processes are as identical as possible.Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide25
Comparing Process
Types
Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide26
Managerial
Issues
for
Process
Types:Job-ShopA job shop typically handles small orders for a wide variety of products, each of which may require a setup. The key managerial challenge is to finish
production on time to meet delivery dates. This involves:Assigning
jobs to people and/or machines
(Loading) to improve resource
utilization
Scheduling
the
sequence of tasks to minimize the delays in product flow
(
Prioritizing
)
Controlling the progress of orders as they are being worked onExpediting the late and critical orders
Revising the schedules in light of changes in order status
Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide27
Assignment
Assignment model
A linear programming model for optimal assignment of tasks and resources
Hungarian method
Method of assigning jobs by a one-for-one matching to identify the lowest cost solution
16-
27Slide28
Hungarian
Method
(
finds
the lowest opportunity
cost for
each assignment
)
Create zero opportunity co
sts by repeatedly subtracting the lowest costs from each row and column
Draw the minimum number of vertical and horizontal lines necessary to cover all the zeros in the table.
If the number of lines equals either the number of rows or the number of columns, proceed to step 4.
Otherwise proceed to step 3.Slide29
Assignment Method
Subtract the smallest number not covered by a line from all other uncovered numbers. Add the same number to any number at the intersection of two lines. Return to step 2.
Make the assignments
Begin with rows or columns with only one zero
Match items that have zeros, using only one match for each row and each column
Eliminate both the row and the column after the matchSlide30
Example
A contractor pays his subcontractors a fixed fee plus mileage for work performed. On a given day the contractor is faced with three electrical jobs associated with various projects. Given below are the distances between the subcontractors and the projects.
Project
A
B
C Westside
50 36 16 Subcontractors Federated
28 30 18
Goliath
35 32 20
Universal
25 25 14
How should the contractors be assigned to minimize total distance (and total cost)?Slide31
LP Formulation
Decision Variables Defined
x
ij
= 1 if subcontractor i is assigned to project j = 0 otherwise
where: i = 1 (Westside), 2 (Federated), 3 (Goliath), and 4 (Universal) j = 1 (A), 2 (B), and 3 (C) Slide32
LP Formulation
Min
Z=
50
x
11
+ 36x12 + 16x13 + 28
x21 + 30x22 + 18x23 + 35x31 + 32x
32 + 20x33 + 25x41 + 25x42 + 14x43
Subject to: x
11
+
x
12
+
x13
<
1 (no more than one x21 + x22
+ x23 < 1 project assigned
x31 + x32 + x33 < 1 to any one
x41 + x42 + x43 < 1 subcontractor)
x11 + x21 + x31 + x41 = 1 (each project must x12 + x22 + x32 + x42 = 1 be assigned to just x13 + x23 + x33 + x43 = 1 one subcontractor) all xij : 0 or 1 (non-negativity)Slide33
Example
:
Hungarian
Method
Initial Tableau Setup
Since the Hungarian algorithm requires that there be the same number of rows as columns, add a Dummy column so that the first tableau is:
A B
C Dummy Westside 50 36 16
0 Federated 28 30 18
0
Goliath 35 32 20
0
Universal 25 25 14
0Slide34
Example
:
Hungarian
Method
Step 1:
Subtract minimum number in each row from all numbers in that row. Since each row has a zero, we would simply generate the same matrix above.Step 2:
Subtract the minimum number in each column from all numbers in the column. For A it is 25, for B it is 25, for C it is 14, for Dummy it is 0. This yields: A
B C Dummy
Westside 25 11 2 0 Federated 3 5 4 0
Goliath 10 7 6 0
Universal 0 0 0 0 Slide35
Example
:
Hungarian
Method
Step 3:
Draw the minimum number of lines to cover all zeroes.
A
B C Dummy
Westside 25 11 2 0 Federated 3 5 4 0
Goliath 10 7 6 0
Universal 0 0 0 0
Step 4:
The minimum uncovered number is 2 (circled). Slide36
Example
:
Hungarian
Method
Step 5:
Subtract 2 from uncovered numbers; add 2 to all numbers covered by two lines. This gives:
A B C
Dummy Westside 23 9 0 0
Federated 1 3 2 0 Goliath 8 5 4 0 Universal 0 0 0 2 Slide37
Example
:
Hungarian
Method
Step 3:
Draw the minimum number of lines to cover all zeroes.
A
B C Dummy
Westside 23 9 0 0 Federated 1 3 2 0 Goliath 8 5 4 0
Universal 0 0 0 2Step 4:
The minimum uncovered number is 1 (circled).Slide38
Example
:
Hungarian
Method
Step 5:
Subtract 1 from uncovered numbers. Add 1 to numbers covered by two lines. This gives:
A B C
Dummy Westside 23 9 0 1 Federated 0 2 1 0
Goliath 7 4 3 0 Universal 0 0 0
3Slide39
Example
:
Hungarian
Method
Step 4:
The minimum number of lines to cover all 0's is four. Thus, there is a minimum-cost assignment of 0's with this tableau. The optimal assignment is:
Subcontractor Project
Distance Westside C 16 Federated A 28
Goliath (unassigned) Universal
B 25
Total Distance = 69 miles Slide40
Sequencing
Sequencing
Determine the
order
in which jobs at a work center will be processed
Priority rules
Simple heuristics
such as FCFS - first come, first served,
SPT- shortest processing time, EDD
- earliest due date, CR - critical ratio
are
used to select the order in which jobs will be processed
(N
job
, one
machine
problem)These rules generally assume that
:The set of jobs is known; no new orders arrive after processing begins and no jobs are canceledSetup time is independent of processing time
Setup time is deterministicProcessing times are deterministicThere will be no interruptions in processing such as machine breakdowns or accidents
16-
40Slide41
Performance
Criteria
to
Evaluate
These
RulesInstructor Slides
Job flow timeThis is the amount of time it takes from when a job arrives until it is completeIt includes not only processing time but also any time waiting to be processed
Job latenessThis is the amount of time the job completion time is expected to exceed the date the job was due or promised to a customer
Makespan
The total time needed to complete a
group
of jobs from the beginning of the first job to the completion of the last job
Average number of jobs
(WIP)
Jobs that are in a shop are considered to be WIP inventory
WIP =
Sum of total flow time/ Total job
work time
16-
41Slide42
Sequencing Example
Job
Job Work (Processing) Time
(Days)
Job Due Date
(Days)
A
6
8
B
2
6
C
8
18
D
3
15
E
9
23
Apply the
three
popular sequencing rules to these five jobsSlide43
Sequencing Example
Job Sequence
Job Work (Processing) Time
Flow Time
Job Due Date
Job Lateness
A
6
6
8
0
B
2
8
6
2
C
8
16
18
0
D
3
19
15
4
E
9
28
23
5
28
77
11
FCFS: Sequence A-B-C-D-ESlide44
Sequencing Example
SPT: Sequence B-D-A-C-E
Job Sequence
Job Work (Processing) Time
Flow Time
Job Due Date
Job Lateness
B
2
2
6
0
D
3
5
15
0
A
6
11
8
3
C
8
19
18
1
E
9
28
23
5
28
65
9Slide45
Job Sequence
Job Work (Processing) Time
Flow Time
Job Due Date
Job Lateness
B
2
2
6
0
A
6
8
8
0
D
3
11
15
0
C
8
19
18
1
E
9
28
23
5
28
68
6
Sequencing Example
EDD: Sequence B-A-D-C-ESlide46
Sequencing Example
Rule
Average Completion Time (Days)
WIP
Average Lateness (Days)
FCFS
15.4
2.75
2.2
SPT
13.0
2.32
1.8
EDD
13.6
2.43
1.2
Summary of RulesSlide47
Two Work Center Sequencing
Johnson’s Rule
Technique for minimizing
makespan
(
minimizes total idle time) for a group of jobs to be processed on two machines or at two work centers.
It assumes that:Job times are known and constant for each job at the work center
Job times are independent of sequenceJobs follow same the two-step sequence
All jobs are completed at the first work center before moving to the second work center
Instructor Slides
16-
47Slide48
Johnson’s Rule:
Procedure
Instructor Slides
List the jobs and their times at each work center
Select the job with the shortest time
If the shortest time is at the first work center, schedule that job first
If the shortest time is at the second work center, schedule the job last.
Break ties arbitrarily
Eliminate the job from further considerationRepeat steps 2 and 3, working toward the center of the sequence, until all jobs have been scheduled
16-
48Slide49
Johnson’s Rule Example
A
group of six jobs is to be processed through a two-machine flow shop.
The first operation involves cleaning and the second involves painting.
Determine a sequence that will minimize the total completion time
(makespan) for this group of jobs. Processing times are as follows:
Processing Time (Hours)
Job
Work Center 1
Work Center 2
A
5
5
B
4
3
C
8
9
D
2
7
E
6
8
F
12
15Slide50
Johnson’s Rule Example
Select the job with the shortest processing time. It is job D with a time of 2 hours.
Since the time is at the first center, schedule job D first. Eliminate job D from further consideration.
Job B has the next shortest time. Since it is at the second work center, schedule it last and eliminate job B from further consideration. We now have
1st
2nd
3rd
4th
5th
6th
D
BSlide51
Johnson’s Rule Example
Processing Time (Hours)
Job
Work Center 1
Work Center 2
A
5
5
C
8
9
E
6
8
F
12
15
1st
2nd
3rd
4th
5th
6th
D
A
B
d.Slide52
Johnson’s Rule Example
1st
2nd
3rd
4th
5th
6th
D
E
A
B
e. The shortest remaining time is 6 hours for job E at work center 1. Thus, schedule that job toward the beginning of the sequence (after job D). Thus,
f. Job C has the shortest time of the remaining two jobs. Since it is for the first work center, place it third in the sequence. Finally, assign the remaining job (F) to the fourth position and the result is
1st
2nd
3rd
4th
5th
6th
D
E
C
F
A
BSlide53
Johnson’s Rule Example
g. One way to determine the throughput time and idle times at the work centers is to construct a
GANTT
chart
:
Thus, the group of jobs will take
51 hours
to complete. The second work center will wait 2 hours for its first job and also wait 2 hours after finishing job C. Center 1 will be finished in 37 hours.Slide54
Managerial Issues for Process Types:Job-Shop
Job-Shops
:
Make-to-Order
Manufacturers
A managerial challenge in
such a dynamic production environment is accurate
cost and delivery time
estimation in order to keep promises to customers about price and delivery date. Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide55
Managerial Issues for Process Types
:
Continuous
Flow
Process Goal: high utilization of labor and equipment since it is
capital intensive. Downtime may be very expensive. How can management prevent downtime?
it’s crucial to keep adequate supplies of raw materials. The cost of excess raw material inventory is typically small relative to the cost of a shutdown.it’s equally important to schedule sufficient maintenance to prevent machine breakdowns
. Rapid repair when breakdown occurs require specialists as well as stocks of critical spare partsMinimization of quality
problems
will
avoid
production shutdown.Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide56
Managerial Issues for Process Types:
Worker
and Machine-
Paced
LinesAn important managerial challenge is to
minimize the delays, idle time, and work-in-process inventories caused by bottlenecks. Typical issues are:Cross-traing of workers
How much buffer stock to keep
between the workstationsLine Balancing
Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide57
Conveyor-Paced Assembly
Lines
(1)
Consider
a 40-foot conveyor-paced assembly
line with ten workers placed along it. At any time, the line has ten units of product on it, spaced approximately evenly so that each of the ten workers can be working on one of the items.These
workers are paid $9/hour for the normal 7.5 hours that they work on the line each day, with a 50% premium for any overtime work. The daily demand for the product being assembled on this line is 300 units; this demand is stable.Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide58
Conveyor-Paced
Assembly
Lines
(1)
(
Each of the ten workers positioned in the middle of a four-foot section of the line)Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide59
Conveyor-Paced Assembly
Lines
(1):
Questions
Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide60
Conveyor-Paced Assembly
Lines
(2)
Years ago, when Texas Instruments first began to produce its line of digital watches, they were assembled on a traditional conveyor-paced assembly line
with 12 workers
. The assembly line, shown schematically below, consisted of a conveyor belt with perpendicular black lines painted on the belt every meter. The watches were placed on the black lines.
Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide61
Conveyor-Paced Assembly
Lines
(2)
Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide62
Conveyor-Paced Assembly
Lines
(2)
The belt moved continuously. A worker would pick up a watch from a black line, complete his or her tasks, and then replace the watch on the same black line. (The one-meter distance between black lines was small enough for workers to easily reach to the left to pick up a watch, complete his or her specified tasks, and then reach to the right to replace the watch on the same [moving] black line.) A list of the assembly operations is shown below, with the time required (all labor) to complete the tasks for that operation for a single watch. Each worker performed his or her tasks on every watch.
Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide63
Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide64
Conveyor-Paced Assembly
Lines
(2
)Questions
Which operation was the bottleneck?
2.
To maximize the output of this line (and ensure that all tasks are completed), what is the speed at which you would run it?3.
What was the direct labor content per watch?4. What was the labor utilization on this line?Roy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide65
Objective in Line
Balancing
To
minimize
idle time
along the line and increase utilization of equipment and labor by
assigning tasks to workstations in such a way that the workstations have approximately equal time requirements. Perfect balance is not possibleWhy is line balancing important?It allows us to use labor and equipment more efficiently.
It avoids chances that one workstation does not work harder than another.© 2011 Pearson Education, Inc. publishing as Prentice HallSlide66
© 2011 Pearson Education, Inc. publishing as Prentice Hall
Assembly-Line Balancing
Start
drawing
the precedence
diagram
Determine cycle time
Calculate theoretical
minimum number of
workstations
Balance the line by
assigning specific
tasks to workstations
Compute efficiencySlide67
Cycle Time
The maximum time allowed at each workstation to complete its set of tasks on a unit
Cycle time also establishes the output rate of a lineSlide68
The required number of workstations is a function of
Desired output rate
Our ability to combine tasks into a workstation
Theoretical minimum number of stations
How Many Workstations are Needed?Slide69
Efficiency
Balance
Delay
=100% -
Efficiency
Measuring EfficiencySlide70
© 2011 Pearson Education, Inc. publishing as Prentice Hall
Example
1:
40
units
are
required
to
be
produced
per
day (480
minutes)
This means that tasks B and E cannot be done until task A has been completed
Task
Time Immediate Task (minutes) Predecessors A 10 — B 11 A C 5 B D 4 B E 12 A F 3 C, D G 7 F H 11 E I 3 G, H Total time 66 min.Slide71
© 2011 Pearson Education, Inc. publishing as Prentice Hall
Wing Component Example
Task
Time
Immediate
Task (minutes)
A 10 —
B 11 A
C 5 B
D 4 B
E 12 A
F 3 C, D
G 7 F H 11 E I 3 G, H Total time 66
I
G
F
C
D
H
B
E
A
10
11
12
5
4
3
7
11
3
Figure 9.13
P
redecessorsSlide72
© 2011 Pearson Education, Inc. publishing as Prentice Hall
I
G
F
C
D
H
B
E
A
10
11
12
5
4
3
7
11
3
Figure 9.13
Task
Task Must Follow
Time Task Listed
Task (minutes) Below
A 10 —
B 11 A
C 5 B
D 4 B
E 12 A
F 3 C, D
G 7 F
H 11 E
I 3 G, H
Total time 66
Wing Component Example
480 available
mins
per day
40 units required
Cycle time =
Production time available per day
Units required per day
= 480 / 40
= 12 minutes per unit
Minimum number of workstations
=
∑
Time for task
i
Cycle time
n
i
= 1
= 66 / 12
= 5.5 or 6 stationsSlide73
© 2011 Pearson Education, Inc. publishing as Prentice Hall
Wing Component Example
I
G
F
C
D
H
B
E
A
10
11
12
5
4
3
7
11
3
Figure 9.13
Performance Task Must Follow
Time Task Listed
Task (minutes) Below
A 10 —
B 11 A
C 5 B
D 4 B
E 12 A
F 3 C, D
G 7 F
H 11 E
I 3 G, H
Total time 66
480 available mins per day
40 units required
Cycle time = 12 mins
Minimum workstations
= 5.5 or 6
Line-Balancing Heuristics
1. Longest task time
Choose the available task with the longest task time
2. Most following tasks
Choose the available task with the largest number of following tasks
3. Ranked positional weight
Choose the available task for which the sum of following task times is the longest
4. Shortest task time
Choose the available task with the shortest task time
5. Least number of following tasks
Choose the available task with the least number of following tasks
Table 9.4Slide74
© 2011 Pearson Education, Inc. publishing as Prentice Hall
480 available mins per day
40 units required
Cycle time = 12 mins
Minimum workstations
= 5.5 or 6
Performance Task Must Follow
Time Task Listed
Task (minutes) Below
A 10 —
B 11 A
C 5 B
D 4 B
E 12 A
F 3 C, D
G 7 F
H 11 E
I 3 G, H
Total time 66
Station 1
Wing Component Example
Station 2
Station 3
Station 3
Station 4
Station 5
Station 6
Station 6
I
G
F
H
C
D
B
E
A
10
11
12
5
4
3
7
11
3
Figure 9.14Slide75
© 2011 Pearson Education, Inc. publishing as Prentice Hall
Performance Task Must Follow
Time Task Listed
Task (minutes) Below
A 10 —
B 11 A
C 5 B
D 4 B
E 12 A
F 3 C, D
G 7 F
H 11 E
I 3 G, H
Total time 66
Wing Component Example
480 available mins per day
40 units required
Cycle time = 12 mins
Minimum workstations
= 5.5 or 6
Efficiency =
∑ Task times
(Actual number of workstations) x (Largest WS time)
= 66 minutes / (6 stations) x (12 minutes)
= 91.7%Slide76
Wing Component Example
Balance
Delay
=100
% - Efficiency 1-0.917= 0.083or Balance Delay
=(2+1+1+2)/(12*6)= 0.083© 2011 Pearson Education, Inc. publishing as Prentice HallSlide77
Measuring
the
Performance of a
Process
to improveMetrics to Measure
Process Performance Capacity Efficiency
Utilization Flexibility and
Responsiveness QualityRoy D. Shapiro, Core Reading: Process Analysis, HBP No. 8007 (Boston: Harvard Business School Publishing, 2013).Slide78
Improving
Operations
to
be
more
competitiveWithout customers, organizations would cease to existUsually customers prefer:
Lower pricesHigh-quality productsQuick serviceTailored
to their specific needs (customized)Slide79
Designing Production Systems to be
Responsive to Customers
Flexible manufacturing systems
Customer
Relationship
Management
(CRM):
CRM is an approach to managing a company's interaction with current and future customers. CRM systems are designed to compile information on customers across different channels which could include the company's website, telephone, live chat, direct mail, marketing materials and social
media with the goal of improving business relationships with customers, assisting in customer retention and driving sales growth. Slide80
Improving Quality
Concept of quality applies the products of both manufacturing and service firms
A firm that provides
higher quality
than others at the same price is
more responsive to customers
Higher quality
can also lead to better efficiency through lower waste levels and operating costsSlide81
Impact of Increased Quality on Organizational PerformanceSlide82
Improving Efficiency:
Total Factor Productivity
Measures how well an organization utilizes all of its resources—such as labor, capital, materials, or energy—to produce its outputsSlide83
Improving Efficiency: Partial Productivity
Measures the efficiency of an individual unit
Labor productivity is most commonly used to draw efficiency comparisons between different organizationsSlide84
Facilities Layout, Flexible Manufacturing, and Efficiency
Facilities layout
: Technique whose goal is to design the machine-worker interface to increase production system efficiency
Flexible manufacturing
: Techniques that attempt to reduce the setup costs associated with a production system
Redesigning the production system to be more productive
Using easily replaced manufacturing equipmentSlide85
Three Facilities LayoutsSlide86
Just-in-Time Inventory and Efficiency
Inventory
: Stock of raw materials, inputs, and component parts that an organization has on hand at a particular time
Just-in-Time (JIT) inventory
: System in which parts arrive at an organization when they are needed, not before
Advantage - Defective inputs can be quickly spotted
Drawback - JIT systems is that they leave an organization without a buffer stock of inventorySlide87
Self-Managed Work Teams
Use of
empowered self-managed teams
can increase
productivity and efficiency
Cost savings arise from eliminating supervisors and creating a flatter organizational hierarchy
People often respond well to being given greater autonomy and responsibility
Teams working together often become very skilled at enhancing productivitySlide88
Process Reengineering and Efficiency
Process reengineering
: Fundamental rethinking and radical redesign of the business process to achieve dramatic improvement in critical measures of performance such as cost, quality, service, and speed
Boosts efficiency by eliminating the time devoted to activities that do not add value