
Tom Peterson FNAL FNALLHC Crab Cavity Engineering Meeting 14 Dec 2012 LHC Crab Cavity Cryostat 14 Dec 2012 Crab cavity cryostat discussion Fabrication of the different types of cryostat and their advantage and disadvantages should be reviewed ID: 911891
Download Presentation The PPT/PDF document "Crab Cavity Cryostat Fabrication and Cha..." is the property of its rightful owner. Permission is granted to download and print the materials on this web site for personal, non-commercial use only, and to display it on your personal computer provided you do not modify the materials and that you retain all copyright notices contained in the materials. By downloading content from our website, you accept the terms of this agreement.





Slide1
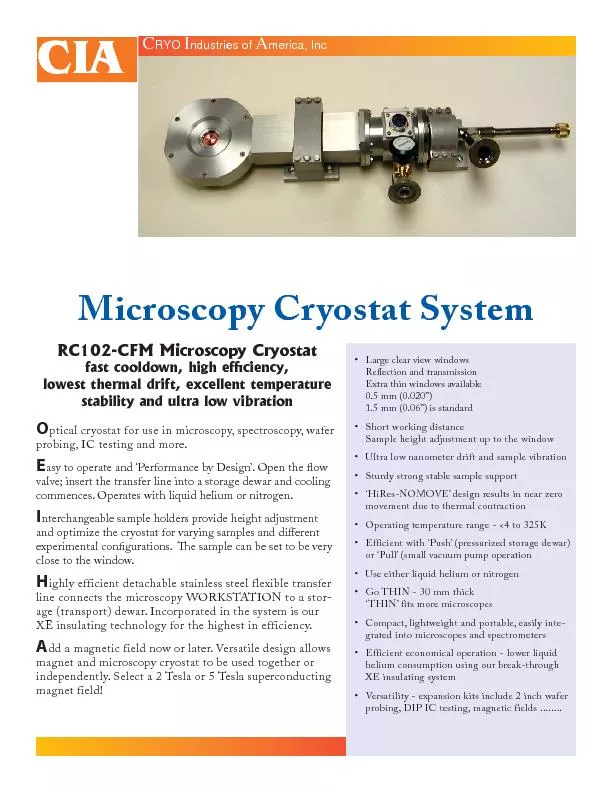
Crab Cavity Cryostat Fabrication and Challenges
Tom Peterson (FNAL)
FNAL-LHC Crab Cavity Engineering Meeting
14 Dec 2012
Slide2LHC Crab Cavity Cryostat, 14 Dec 2012Crab cavity cryostat discussion
Fabrication of the different types of cryostat and their advantage and disadvantages should be reviewed.
Challenges in the design choice, fabrication steps, integration along with feasibility of a two cavity cryostat within the specified scheduled should be reviewed and mitigation should be discussed.
2
Slide3LHC Crab Cavity Cryostat, 14 Dec 2012Final crab cavity system requirements
Definition of requirements is still in progress
Elements of these requirements include:
Interfaces to the LHC accelerator system, cryogenic system, and tunnel infrastructure
Thermal conditions, cavity temperature, intercept temperatures, heat loads
Cavity arrangement, supporting structure and possibility for alignment, beam-beam spacing and allowance for two beams, how many cavities per cryostat?
2
Constraints from vertical and horizontal crabbing schemes RF coupler and HOM/LOM configurations and constraints Tuner configurations and constraints Instrumentation requirements Cryostat, piping, and helium vessel safety, code compliance requirements from final design.
3
Slide4LHC Crab Cavity Cryostat, 14 Dec 2012Given the final system requirements above, how may the prototype differ from the final design?
Cavity support structure, same as final design?
YES
Arrangement of multiple cavities. Same total number of cavities?
NO
Provisions in the prototype for one beam only?
PERHAPS
Cryostat vacuum vessel differences
SIGNIFICANTRF couplers and HOM/LOM configuration and orientation through the cryostat SIMILAR to final design Special instrumentation not in the final cryostat Cryogenic connections, interfaces to infrastructure may differ YES, but not yet defined
4
Slide5LHC Crab Cavity Cryostat, 14 Dec 2012Peak warm pressure
Compressor suction set pressure
1.2 bar (to avoid subatmospheric excursions)
Control margin
+/- 0.2 bar
Relief set pressure margin
+ 0.3 bar above control excursions (a judgment here, would like 0.5 bar)
Suction relief set pressure
1.7 bar (from 1.2 + 0.2 + 0.3 bar above)Pressure drop from far helium vessel to relief + 0.1 bar (needs to be determined for specific system, but probably low for the low flow in the warm situations) Peak warm pressure 1.8 bar (note that 0.5 bar set pressure margin, which would be better ==> 2.0 bar peak warm pressure)
Conclusion: 2.0 bar warm MAWP is a practical lower limit
ILC presentation – Tom Peterson
5
Slide6LHC Crab Cavity Cryostat, 14 Dec 2012Cold peak pressures - 1
Loss of vacuum to air
“
Safety Aspects for the LHe Cryostats and LHe Containers,
” by W. Lehman and G. Zahn, ICEC7, London, 1978 “
3.8 W/sq.cm. for an uninsulated tank of a bath cryostat
”
“
0.6 W/sq.cm. for the superinsulated tank of a bath cryostat”“Loss of cavity vacuum experiment at CEBAF,” by M. Wiseman, et. al., 1993 CEC, Advances Vol. 39A, pg 997. Maximum sustained heat flux of 2.0 W/sq.cm. LEP tests and others have given comparable (2.0 to 3.8 W/sq.cm.) or lower heat fluxes Film boiling of helium with 60 K surface is about 2.5 W/sq.cm.
ILC presentation – Tom Peterson
6
Slide7LHC Crab Cavity Cryostat, 14 Dec 2012Cold peak pressures - 2
Input parameters
Heat flux as limited by
Rate of air inleak
Surface heat transfer Total surface area involved
Can be limited by vacuum breaks, fast valves
Initial conditions
Note that 4.5 K just after filling (as opposed to 2 K when the large, low pressure volume acts as a buffer) is the worst case!
Pipe diameters out to the helium vent Overall distances and pipe lengths out to the helium vent A finer degree of segmentation can reduce pipe diameter requirements ILC presentation – Tom Peterson
7
Slide8LHC Crab Cavity Cryostat, 14 Dec 2012Cold peak pressures - 3Relief pressure will be suction relief set pressure (for example, 1.7 bar)
Heat flux of 10
’
s of KW to liquid helium
Mass flows of many kg/sec Pressure drops to vent may result in peak pressures of 2.5 bar to 4 bar locally Maintaining a low peak pressure (e.g., 2.5 bar) requires larger piping and/or shorter vent path lengths
ILC presentation – Tom Peterson
8
Slide9LHC Crab Cavity Cryostat, 14 Dec 2012Conclusion for MAWP
“
Maximum Allowable Working Pressure
”
(MAWP) The pressure which we declare on our engineering notes will be the maximum the vessel will see Relief valves and vent piping are sized to prevent pressure exceeding this value
2 bar differential pressure warm (minimum!)
Helium space to cavity vacuum
Helium space to insulating vacuum
2.5 bar to 4 bar differential pressure cold Helium space to cavity vacuum Helium space to insulating vacuum Higher (closer to 4 bar) is better in allowing smaller diameter and longer pipes to vent valves ILC presentation – Tom Peterson
9
Slide10LHC Crab Cavity Cryostat, 14 Dec 2012Safety/compliance issue
In the U.S., Europe, and Japan, these helium containers and part or all of the RF cavity fall under the scope of the local and national pressure vessel rules.
Thus, while used for its superconducting properties, niobium ends up also being treated as a material for pressure vessels.
For various reasons, it is not possible to completely follow all the rules of the pressure vessel codes for most of these SRF helium vessel designs
Presentation to DOE, 21 Sep 2011
10
Slide11LHC Crab Cavity Cryostat, 14 Dec 2012Issues for code compliance
Cavity design that satisfies level of safety equivalent to that of a consensus pressure vessel code is affected by
use of the non-code material (niobium),
complex forming and joining processes,
a shape that is determined entirely by cavity RF performance,
a thickness driven by the cost and availability of niobium sheet,
and a possibly complex series of chemical and thermal treatments.
Difficulties emerge pressure vessel code compliance in various areas Material not approved by the pressure vessel code Loadings other than pressure Thermal contraction Tuning
Geometries not covered by rules
Weld configurations difficult to inspect
Presentation to DOE, 21 Sep 2011
11
Slide12LHC Crab Cavity Cryostat, 14 Dec 2012General solution
In applying ASME code procedures, key elements demonstrating the required level of design safety are
the establishment of a maximum allowable stress
And for external pressure design, an accurate approximation to the true stress strain curve
Apply the ASME Boiler and Pressure Vessel Code as completely as practical
Exceptions to the code may remain
We have to show the risk is minimal
Satisfy the requirement for a level of safety greater than or equal to that afforded by ASME code.
Fermilab, Brookhaven, Jefferson Lab, Argonne Lab, and others in the U.S. have taken a similar approachPresentation to DOE, 21 Sep 201112
Slide13LHC Crab Cavity Cryostat, 14 Dec 2012Conclusions
Niobium, niobium-titanium, electron beam welding, and other features required for the proper function of superconducting RF cavities create problems with respect to pressure vessel codes in all regions of the world
With significant effort, laboratories have found various ways to provide levels of safety equivalent to the applicable code rules
These methods involve
taking some very conservatively low values for niobium yield strength due to heat treatments and uncertainty, and doing analysis and quality assurance inspections in accordance with code rules as much as possible
Treating the vacuum vessel as the primary containment volume or excluding the niobium material from the pressure boundary definition may be feasible in some cases
Presentation to DOE, 21 Sep 2011
13
Slide14LHC Crab Cavity Cryostat, 14 Dec 2012Cryomodule requirements -- major components
D
ressed
RF cavities
RF
power input couplers
One intermediate temperature thermal shield
Cryogenic valves
2.0 K liquid level control valve Cool-down/warm-up valve 5 K thermal intercept flow control valve
Pipe and cavity support structure
Instrumentation -- RF, pressure, temperature, etc.
Heat exchanger for 4.5 K to 2.2 K precooling of the liquid supply flow
14
Slide15LHC Crab Cavity Cryostat, 14 Dec 2012Cryomodule requirements -- major interfaces
Bayonet
(or other style) connections
for helium supply and return
Vacuum vessel support structure
Beam tube connections at the
cryomodule
ends
Double vacuum valves
Guard vacuum pumping
Thermal intercepts
Allowance for thermal contraction
RF waveguide to input couplers
Instrumentation connectors on the vacuum shell
Alignment
fiducials
on the vacuum shell with reference to cavity positions.
Vacuum system for pumping insulating vacuum
15
Slide16LHC Crab Cavity Cryostat, 14 Dec 2012Design considerations
Cooling arrangement for integration into
cryo
system
Pipe sizes for steady-state and emergency venting
Pressure stability factors
Liquid volume, vapor volume, liquid-vapor surface area as buffers for pressure change
Evaporation or condensation rates with pressure change
Updated heat load estimatesOptions for handling 4.5 K (or perhaps 5 K - 8 K) thermal intercept flow Alignment and support stability Thermal contraction and fixed points with closed ends
16
Slide17LHC Crab Cavity Cryostat, 14 Dec 2012Cryomodule Pipe Sizing Criteria
Heat transport from cavity to 2-phase pipe
1 - 1.4 Watt/
sq.cm
. is a conservative rule for a vertical pipe (less heat flux with non-vertical connection to helium
vessel, analysis for tight spaces)
Two phase pipe size
5 meters/sec vapor
“speed limit” over liquid
Not smaller than nozzle from helium vessel
Gas return pipe (also serves as the support pipe in TESLA-style CM)
Pressure drop < 10% of total pressure in normal operation
Support structure considerations
Loss of vacuum venting P < cold MAWP at cavity
Heat flux as much as 4 W/cm
2
on low-T bare metal surfaces
Path
includes nozzle from helium vessel, 2-phase pipe, may include gas return pipe, and any external vent lines
17
Slide18Cryostat design options Use existing designs to the extent possible Two cavities, R&D nature of test Provide relatively easy access to cavities, tuner, input coupler, HOM couplers Several examples of such cryostats exist
1 – capture cavity
2 – horizontal test cryostats
3 – various top-loading designs
LHC Crab Cavity Cryostat, 14 Dec 2012
18
Slide19Cryostat design option examples – 1 Capture Cavity Single cavity in a cryostat Tension rod support Flanged vacuum shell heads
Short cryostat allows attachment of tension rods to vacuum shell and transfer of load to the rods after insertion of cavity on simple tooling
Similar to what we saw from
Niowave
LHC Crab Cavity Cryostat, 14 Dec 2012
19
Slide20Saclay/Fermilab Capture Cavity
LHC Crab Cavity Cryostat, 14 Dec 2012
20
Slide21Cryostat design option examples – 2 Horizontal test cryostat (similar to “Chechia” at DESY) Single cavity in a cryostat Support post and frame beneath cavity
Cavity rolls into position for ease of frequent changes
Flanged and hinged vacuum shell heads
LHC Crab Cavity Cryostat, 14 Dec 2012
21
Slide22Horizontal Test Cryostat
LHC Crab Cavity Cryostat, 14 Dec 2012
22
Slide23Horizontal test cryostat
LHC Crab Cavity Cryostat, 14 Dec 2012
23
Slide24Cryostat design option examples – 3 Top-loading cryostat Argonne, Triumf, Daresbury
, and others
Rectangular sides
Structures hung from top plate
This design has some attractive features given the physical constraints of the SPS tunnel location and the R&D nature of these first tests
LHC Crab Cavity Cryostat, 14 Dec 2012
24
Slide25LHC Crab Cavity Cryostat, 14 Dec 2012
25
Slide26Design Approach – Cryomodule Schematic
Shrikant Pattalwar Hi-
Lumi
Crab Cavity Engineering Meeting Dec 13-14, 2012 Fermi Lab
TWO PHASE LINE
60 K RETURN
40 K FORWARD
4K (LHe) SUPPLY
2K (
GHe
) RETURN
4K GHe RETURN
THERMAL SHIELD 40K TO 60K
5K THERMAL INTERCEPTS
4K PRE-COOL
2K HEX and a valve box could be a part of the module ??
Magnetic shield
Outer Vacuum Chamber
Shrikant
Pattalwar
LHC Crab Cavity Cryostat, 14 Dec 2012
26
Slide27Design Approach – Conceptual Model
Shrikant Pattalwar Hi-
Lumi
Crab Cavity Engineering Meeting Dec 13-14, 2012 Fermi Lab
1000mm
2160mm
1000mm
Triple tube cavity support system
High order mode coupler
Low order mode coupler
RF input coupler
SPS by-pass line
413mm
420mm
194 mm
Shrikant
Pattalwar
LHC Crab Cavity Cryostat, 14 Dec 2012
27
Slide28ScheduleDesign process for new cryostat or cryogenic box is typically 2 to 3 years After a complete definition of requirements, details of associated components (e.g., tuner, input coupler) are known, conceptual design (first year or more) . . . ~1
yr
engineering and design/drafting
~1
yr procurement and fabrication
LHC Crab Cavity Cryostat, 14 Dec 2012
28
Slide29Schedule
Cavities to be installed in SPS in December 2015
Cryostat fully tested Q3-2015
Cryostat fully dressed Q2-015
Couplers available for cryostat Q1-2015
Couplers RF processed 50 kW SW
cw
all phases Q4-2014
Couplers assembled in clean room Q2-2014 onto test boxSpecial processes FPC + Test Box (Cleaning, Brazing, EB welding, Gold plating, Ti coating) completed Q1-2014All couplers + Test Box parts machined Q4-2013All raw material delivered Q2-2013
All raw material ordered Q1-2013
(common) Coupler design completed February 2013
(+ Test Box !)
2013
2014
2015
2016
LHC Crab Cavity Cryostat, 14 Dec 2012
February
Eric
Montesinos
29
Slide30LHC Crab Cavity Cryostat, 14 Dec 2012SM18 tests
Important to verify as much as possible before installation in SPS
Leak tight cold
Heat loads
RF performance of power couplers and cavities
C
ompatibility for cryogenic connections between SM18 and SPS
2 K – 4 K heat exchanger, valves
Opportunity also to verify SPS flexible connections30
Slide31LHC Crab Cavity Cryostat, 14 Dec 2012Conclusions
Three cryostats, one for each cavity type
Each will contain two cavities of the same type
Tight thermal constraints for SPS operation
Tight mechanical constraints for SPS installation
Plus motion requirement
Vertical cavity tests
Cryostat test at SM18 before tunnel installation
Verify thermal performance within SM18 constraints Verify, as-installed in cryomodule, coupler and cavity RF performance at SM1831