
Working of metal above recrystallization temperature Working of metal below recrystallization temperature Improves mechanical properties such as ductility and malleability Strength and hardness increases but reduces ductility ID: 1021847
Download Presentation The PPT/PDF document "Hot working Cold working" is the property of its rightful owner. Permission is granted to download and print the materials on this web site for personal, non-commercial use only, and to display it on your personal computer provided you do not modify the materials and that you retain all copyright notices contained in the materials. By downloading content from our website, you accept the terms of this agreement.



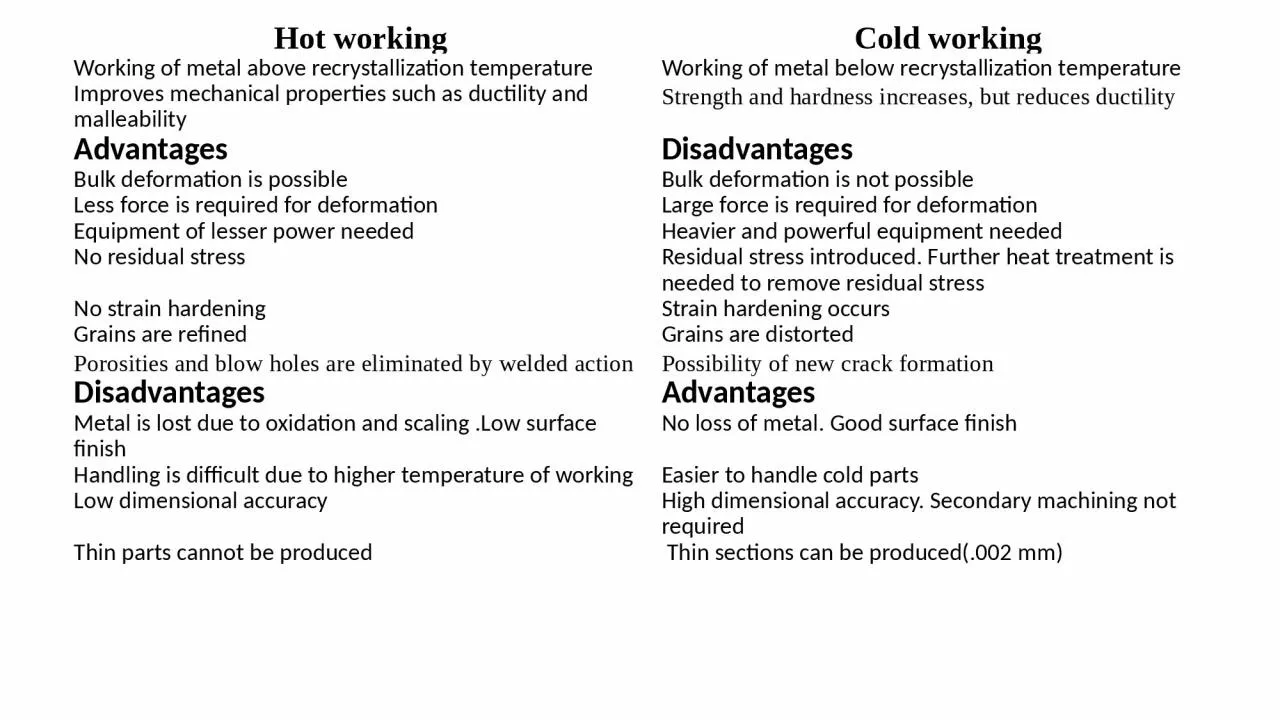
1. Hot workingCold workingWorking of metal above recrystallization temperatureWorking of metal below recrystallization temperatureImproves mechanical properties such as ductility and malleabilityStrength and hardness increases, but reduces ductilityAdvantagesDisadvantagesBulk deformation is possibleBulk deformation is not possibleLess force is required for deformationLarge force is required for deformationEquipment of lesser power needed Heavier and powerful equipment neededNo residual stressResidual stress introduced. Further heat treatment is needed to remove residual stressNo strain hardeningStrain hardening occursGrains are refinedGrains are distortedPorosities and blow holes are eliminated by welded actionPossibility of new crack formationDisadvantagesAdvantagesMetal is lost due to oxidation and scaling .Low surface finishNo loss of metal. Good surface finishHandling is difficult due to higher temperature of workingEasier to handle cold partsLow dimensional accuracyHigh dimensional accuracy. Secondary machining not requiredThin parts cannot be produced Thin sections can be produced(.002 mm)
2. Hot working and cold working operationsHot working operations1.Rolling2.Forging3.Hot Extrusion4.Hot drawing5.HotPiercing 6.Hot spinningCold working operationsDrawing operationWire drawing, (b) Tube drawing, (c)Deep drawing(d) Embossing, (e)Cold spinningSqueezing operation(a)Coining(b) Cold headingShearing operationBlanking,(b) punching (c) Piercing, (d) TrimmingBending operationSpecial forming process(a) Cold extrusion (b) Shot peening
3. COLD WORKING OPERATIONSWire drawingMaterial is pulled through the opening of a die to reduce its diameterE.g.: Wires, rods etc.
4. COLD WORKING OPERATIONS2. Tube drawingUsed for finishing hot rolled tubesA fixed mandrel is used to form the internal hole of required diameterOuter diameter is controlled by die opening
5. COLD WORKING OPERATIONS3.Deep drawingUsed for producing cup shaped products from sheet metal A punch presses the metal into the die cavityProduct made: beverage can, kitchen sinks, pots, containers etc.
6. Cold Extrusion Impact ExtrusionBillet/slug is placed in the die cavity. Punch is forced into the die cavity causing the metal to flow upwards through the clearance between punch and die. Good surface finish can be obtained. Collapsible tubes (for medicine,toothpaste,shaving cream etc. are made in this way)
7. Hot extrusion Direct Extrusion or Forward ExtrusionMetals flows in the same direction as the movement of ram Hot billet is placed in the container that has die at one endA ram forces the billet through the die opening, producing the extruded product. Friction between the container and billet is high as billet slides against the container wall So greater forces are required
8. Hot extrusion Indirect Extrusion or Backward extrusionMetal flows in the opposite direction to the movement of ram. Die is attached to end of a hollow ramBillet remains stationary while die is pushed into the billet by the hollow ram. As there is no relative motion between container and billet, friction is less and hence less forces are requiredLimitation: Weakening of ram, difficulty in providing support to extruded part
9. Hot extrusion Hydrostatic extrusionContainer is filled with a fluid Extrusion pressure is transmitted through the fluid to the billet Friction is eliminated as there is no contact between billet and container wallBrittle materials can be extruded by this process.
10. Hot Extrusion Tube extrusionDirect extrusion process which uses a mandrel to shape inside the tube
11. Extruded productsChannels, angles, rods, door and window frames,gears,tubes, aluminium fins etc.
12.
13. ROLLINGProcess consists of passing metal between two rolls rotating in opposite direction at same speedSpace between rolls can be adjusted to obtain required thicknessRolls squeeze the metal to reduce its cross section and to increase its lengthMost economical process when metal is required in long length of uniform cross sectionBar,plates,sheets,rails and other structural section are made by rollingHot rolling is done at temperature above recrystallization temperature and cold rolling below recrystallization temperature
14. Rolling mills1. Two high millConsists of two rolls rotating in opposite directionWork piece is returned to the entrance for further reduction2.Three high millTop and bottom rolls rotate in same direction while centre roll rotates in opposite directionRolling is done between top and centre roll in one direction and the same sheet is rolled in opposite direction between centre and bottom roll3.Four high millConsists of two larger back up rolls to prevent deflection of working rolls4.Cluster millWorking roll supported by number of back up rolls(4 to 20)
15. ROLLING MILLSTwo high millTwo high reversible millThree high millFour high mill Cluster mill
16. Hot Rolled sections
17. Sequence of reducing section in rolling
18. Hot spinningHeated circular blank is held between former attached to lathe head stock and a followerMetal is forced to flow over the rotating former by pressure of a blunt toolKettles, cooking utensils, light reflectors etc. are produced by this method
19. Hot drawingBlank is placed over a die and pressed by a punch to form a cupRepeated heating and drawing of cup through series of dies of decreasing diameter to obtain desired sizeUsed for producing cylinders and seamless tube(if closed end is cut off)
20. Hot piercing/Rotary piercing (Mannesmann process)Used for producing long thick walled seamless tubesHot billet is passed between two piercing rollers which imparts both axial and rotational motionA hole is created at the centre of billet due to alternate squeezing and bulgingA mandrel used for piercing controls the shape and size of hole
21. Principle of Hot Piercing When a round bar is subjected to radial compression, tensile stress develop at centre of rodWhen rod is subjected to cycling compressive stress ,a cavity begins to form at the centre of rodAmandrel helps in enlarging the hole
22. BendingA cold working operation by which straight length is changed to curved lengthCommon method for changing sheet and plates into channels,drums,tanks etc.During bending outer surface of material is in tension and inner surface in compressionSpring back (At the end of bending, when pressure on metal is released there is a elastic recovery causing decrease in bending angle) should be considered while designing dies and punchesBending methods: V bending,U bending,Edge bending
23. Bending
24. COLD WORKING OPERATIONSEmbossing – a drawing or stretching operationOperation of giving impression of letters, figures on sheet metal partsBlank is placed between diesOne die will have raised impression and other will have corresponding depressionUpper die presses down blank on the lower die to get required shape
25. COLD WORKING OPERATIONSSqueezing or pressing Operations 1.CoiningUsed for the production of coins, medals etc.Metal blank is placed in a die and forced down with a punch under heavy pressureDifferent impressions are obtained on both sides of metal blank
26. Cold working operations2.Cold headingHeaded punch strikes one or more blows on the projected end to form headsOperation for producing head of bolt, rivets etc.
27. Cold working operations Shearing operations1.Blanking: Operation of cutting sheet to desired shape. Metal punched out is desired product and sheet with hole goes as waste2. Punching. Operation of producing circular holes in a sheet metal using punch and die. The material punched out is removed as waste and sheet with hole is the required product3.Piercing is the process of producing holes of any desired shape in a sheet metal using punch and die4. Trimming. Operation of cutting away excess metal or flash from a sheet metal part using suitable punch and die
28. Cold working operations Shearing operationsTrimming. It is the operation of cutting away excess metal in a flange or flash froma sheet metal part using suitable punch and die of press tool in press machine.