PDF-International Journal of Environmental Engineering and
Author : calandra-battersby | Published Date : 2015-06-03
339 344 Research India Publications httpwwwripublicationcom ij eem htm Treatmen t and Reuse of Distillery Waste water LekshmiSR Civil Engineering Department Dronacharya
Presentation Embed Code
Download Presentation
Download Presentation The PPT/PDF document "International Journal of Environmental E..." is the property of its rightful owner. Permission is granted to download and print the materials on this website for personal, non-commercial use only, and to display it on your personal computer provided you do not modify the materials and that you retain all copyright notices contained in the materials. By downloading content from our website, you accept the terms of this agreement.
International Journal of Environmental Engineering and: Transcript
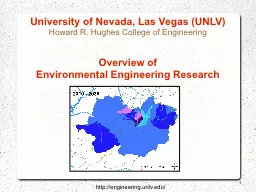
339 344 Research India Publications httpwwwripublicationcom ij eem htm Treatmen t and Reuse of Distillery Waste water LekshmiSR Civil Engineering Department Dronacharya College of Engineering Farrukh Nagar Gurgaon Haryana India Abstract Distillery. Seminar for . International Students. Guideline for seminar presentation. Chih-Hua Chang. Who am I. Chih-Hua Chang. BS, MS, PhD from Department of Environmental Engineering, NCKU. Courses given. Statistics. and New Mexico Chapter Activity. Executive Presentation 26-June-2015 for. Paul D. Mann, SES. Executive . Director, U.S. Army White Sands Missile . Range. Presenter: Rick Dove. President: INCOSE Enchantment Chapter New Mexico / El Paso. Contact us at: contact.omics@omicsonline.org. OMICS . International through its Open Access Initiative is committed to make genuine and reliable contributions to the scientific community. . OMICS International . Biological and Environmental Engineering Soil & Water Research Group International Journal of Software Engineering & Applications (IJSEA), Vol.3, No.2, March 2012 120 alternatives to estimate the software development effort, in particular the Computational Intelligence Indian Institute of Technology Bombay. Presentation to the Expert Committee . for Department Peer Review . Members of Peer Review Committee. Dr. P. P. . Mujumdar. . KSIIDC . Chair Professor . Dept. of Civil . Howard R. Hughes College of Engineering. Overview of . Environmental Engineering . Research. http://engineering.unlv.edu/. 1. Environmental . Engineering Research at the HRH College of Engineering, UNLV. Cell-Based Therapies V. Sponsored by: . Biochemical Engineering Journal. . & . Engineering Conferences International. Awarded to. . Elizabeth Cheeseman . Loughborough. . University. These forms have been please contact 4390 Technical Records Letter No CRP PR93-0115 Page 2 c w/encl PR Files c w/o encl --E3 P Skjntik FNp K A Hayes EM-424 TREV C G Siefert FERMCO K C Gessendorf F Objective 5.01. Remember careers in the environmental science industry.. Major career areas of Environmental Science. Water resources. an essential nutrient for all plant and animal life. Soil resources. IJTRET is an Internationaljournal of Engineering Research, Engineering Science, Applied Science, Computer Science Engineering, electrical engineering, electronics engineering, mechanical engineering, Civil engineering and other branches of Engineering. IJTRET also publishes articles in Biomedical, Pharmaceutical science and Management Information Systems. #Certification #Dumps #Certification_exam_Dumps
Certification Dump: Prove Your Expertise in IT and Software Technologies
Website: www.certsarea.com/certifications/
Certification dumps are collections of questions and answers used to prepare for a certification exam. They are often provided by third-party companies that specialize in exam preparation. Certification dumps are a valuable resource for anyone looking to prepare for a certification exam, as they provide an in-depth overview of the topics and concepts covered on the exam. Additionally, they are often updated with new and relevant information to ensure that the material is as fresh and up-to-date as possible. Certification dumps can save time and money by providing a comprehensive and convenient way to prepare for a certification exam #Certification #Dumps #Certification_exam_Dumps
Certification Dump: Prove Your Expertise in IT and Software Technologies
Website: www.certsarea.com/certifications/
Certification dumps are collections of questions and answers used to prepare for a certification exam. They are often provided by third-party companies that specialize in exam preparation. Certification dumps are a valuable resource for anyone looking to prepare for a certification exam, as they provide an in-depth overview of the topics and concepts covered on the exam. Additionally, they are often updated with new and relevant information to ensure that the material is as fresh and up-to-date as possible. Certification dumps can save time and money by providing a comprehensive and convenient way to prepare for a certification exam #Certification #Dumps #Certification_exam_Dumps
Certification Dump: Prove Your Expertise in IT and Software Technologies
Website: www.certsarea.com/certifications/
Certification dumps are collections of questions and answers used to prepare for a certification exam. They are often provided by third-party companies that specialize in exam preparation. Certification dumps are a valuable resource for anyone looking to prepare for a certification exam, as they provide an in-depth overview of the topics and concepts covered on the exam. Additionally, they are often updated with new and relevant information to ensure that the material is as fresh and up-to-date as possible. Certification dumps can save time and money by providing a comprehensive and convenient way to prepare for a certification exam
Download Document
Here is the link to download the presentation.
"International Journal of Environmental Engineering and"The content belongs to its owner. You may download and print it for personal use, without modification, and keep all copyright notices. By downloading, you agree to these terms.
Related Documents