PDF-tin is frequently selected for the surface coating. Pure tin is the fi
Author : conchita-marotz | Published Date : 2015-11-16
protection for all connector and stamped grid materials not only because of its properties but also the cost advantage over precious and semiprecious metals Three
Presentation Embed Code
Download Presentation
Download Presentation The PPT/PDF document "tin is frequently selected for the surfa..." is the property of its rightful owner. Permission is granted to download and print the materials on this website for personal, non-commercial use only, and to display it on your personal computer provided you do not modify the materials and that you retain all copyright notices contained in the materials. By downloading content from our website, you accept the terms of this agreement.
tin is frequently selected for the surface coating. Pure tin is the fi: Transcript
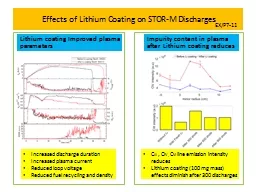
protection for all connector and stamped grid materials not only because of its properties but also the cost advantage over precious and semiprecious metals Three main coating processes are used. Specialized Ceramic & Powder Coatings has served the Huntington Beach, CA area since 1996. We provide custom powder coating and ceramic exhaust coating services. We have the experience and expertise to get the job done right the first time. Seed Sensibility Soaps Nourish Sevani Seventh Generation Sewing Expressions LLC SheAyurvedic Skin Care ShiKai Sicobel Simplers Botanicals Simply Rustic Simply Soap Skin All Natural Skin Care for Athletes Morning Indigo Skinlove Skinnyskinny Slice Sm Freedom Chemicals Deck CoatingSystem Provide unmatched waterproofing, aesthetics and design flexibility. Our 100% solids systems are fast setting for quick return to service. Freedom’s deck system come with 5, 10 and 30 year warranties. , . and Bio-. Absorbables. . John Wainwright, Ph.D.. Sr. R&D . Manager, Medtronic plc. WLNC 06/08/15. Some of the technologies/devices discussed in this talk are not approved in the US . Reasons for Coatings and Surface Modifications. Presented by: Tom . Higginbothan. Introduction. This webinar will discuss how the service environment, structure design, and size and location of the project can impact the type of coating system selected . Wood Coating Market Report published by value market research, it provides a comprehensive market analysis which includes market size, share, value, growth, trends during forecast period 2019-2025 along with strategic development of the key player with their market share. Further, the market has been bifurcated into sub-segments with regional and country market with in-depth analysis. View More @ https://www.valuemarketresearch.com/report/wood-coating-market Presented by: Sarah Olthof. Topics. Consequences of coating failure. Role of coatings inspector in failure avoidance. Common coating failures and defects. Scope. This . webinar . describes the consequences of coating failures, . La gamme de thé MORPHEE vise toute générations recherchant le sommeil paisible tant désiré et non procuré par tout types de médicaments. Essentiellement composé de feuille de morphine, ce thé vous assurera d’un rétablissement digne d’un voyage sur . , . and Bio-. Absorbables. . John Wainwright, Ph.D.. Sr. R&D . Manager, Medtronic plc. WLNC 06/08/15. Some of the technologies/devices discussed in this talk are not approved in the US . Reasons for Coatings and Surface Modifications. . SYFTET. Göteborgs universitet ska skapa en modern, lättanvänd och . effektiv webbmiljö med fokus på användarnas förväntningar.. 1. ETT UNIVERSITET – EN GEMENSAM WEBB. Innehåll som är intressant för de prioriterade målgrupperna samlas på ett ställe till exempel:. Overview of Topcoats and FEVE TopcoatsWeatherability of FEVE TopcoatsAccelerated weatheringNatural weatheringCorrosion Resistance of FEVE TopcoatsSpecification ReviewLife Cycle Cost AnalysisCase Studi Lithium coating Improved plasma parameters. I. mpurity content in plasma after Lithium coating reduces. EX/P7-11. Increased discharge duration. Increased plasma current. Reduced loop . v. oltage. Reduced fuel recycling and density . International Journal of Engineering Research & Technology (IJERT) ISSN: 2278-0181 www.ijert.org IJERTV4IS080518 (This work is licensed under a Creative Commons Attribution 4.0 International License.) Alloy coating involves the process of applying a metal coating in Dubai to the surface of any product. Faizan Metal Coating mentions these platings have many advantages, like enhancing appearance and performance.
Download Document
Here is the link to download the presentation.
"tin is frequently selected for the surface coating. Pure tin is the fi"The content belongs to its owner. You may download and print it for personal use, without modification, and keep all copyright notices. By downloading, you agree to these terms.
Related Documents