PPT- Manufacturing Defects Manufacturing Defects
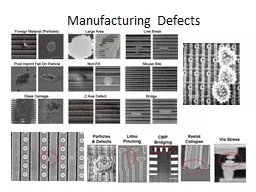
Relative size of contamination Resistive open due to unfilled via R Madge et al IEEE DampT 2003 Particle embedded between layers Even if there isnt a complete short
Download Presentation
" Manufacturing Defects Manufacturing Defects" is the property of its rightful owner. Permission is granted to download and print materials on this website for personal, non-commercial use only, provided you retain all copyright notices. By downloading content from our website, you accept the terms of this agreement. Download
Presentation Transcript
Transcript not available.