PDF-Almen Gage Calibration
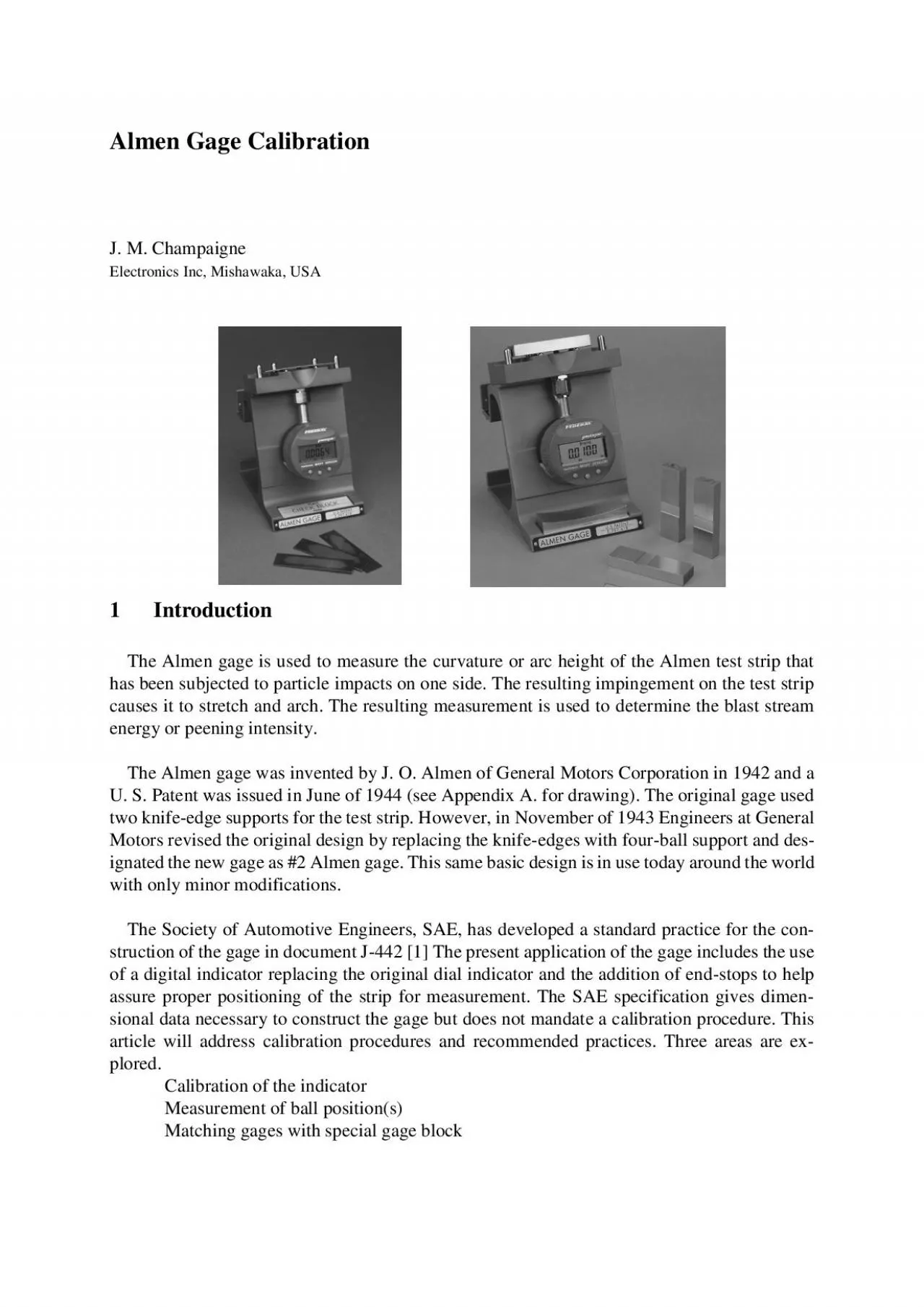
J M ChampaigneElectronics Inc Mishawaka USA1IntroductionThe Almen gage is used to measure the curvature or arc height of the Almen test strip that causes it to stretch
Download Presentation
"Almen Gage Calibration" is the property of its rightful owner. Permission is granted to download and print materials on this website for personal, non-commercial use only, provided you retain all copyright notices. By downloading content from our website, you accept the terms of this agreement.
Presentation Transcript
Transcript not available.