PDF-1. Introduction Active Pharmaceuticals Ingredients (API
Author : faustina-dinatale | Published Date : 2016-07-06
Parametric release can be applied to both Active Pharmaceutical Ingredients and isolated intermediates Approval for parametric release eliminates the requirement
Presentation Embed Code
Download Presentation
Download Presentation The PPT/PDF document "1. Introduction Active Pharmaceuticals I..." is the property of its rightful owner. Permission is granted to download and print the materials on this website for personal, non-commercial use only, and to display it on your personal computer provided you do not modify the materials and that you retain all copyright notices contained in the materials. By downloading content from our website, you accept the terms of this agreement.
1. Introduction Active Pharmaceuticals Ingredients (API: Transcript
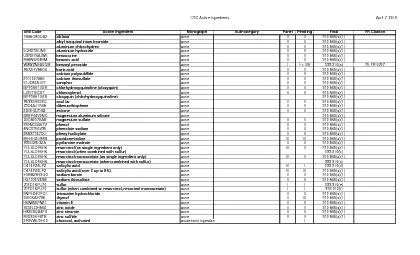
Parametric release can be applied to both Active Pharmaceutical Ingredients and isolated intermediates Approval for parametric release eliminates the requirement for some or all final testing as a co. :. 9:00 am - 10:15 am. Seminar leaders: Jill Leonard, Matt Smock. Session Objectives. Describe the elements of active learning pedagogy. Identify the benefits and challenges of active learning pedagogy. Sub-categor y Panel Pending Final FR Citation 18B8O9DQA2 alcloxa acne II II 310.545(a)(1) alkyl isoquinolinium bromide acne II II 310.545(a)(1) aluminum chlorohydrex acne II II 310.545(a)(1) 5QB0T2IU Trauma Therapy. J. Eric Gentry, PhD. CAPSULE 2. Capsule 2:. Active Ingredients &. Therapeutic Relationship. Viktor . Frankl. & Positive Expectancy. Effective Treatment – VA/. DoD. Guidelines. Proposed Rule. October 20, 2015. SBEAP Technical Subcommittee. Outline of Today’s Briefing. 2. Part I: Background. Which Pharmaceuticals are Hazardous Waste?. Flow of Pharmaceuticals & Problem Areas. Key Terms and . Definitions . Can pharmaceuticals be disposed of with regular trash or flushed?. Pharmaceuticals that are unwanted by consumers are not regulated as hazardous waste and can be legally disposed of with household trash, but it is not recommended.. Paul K Gorecki. ESRI & TCD . Irish Economic Policy Conference 2014: Economic Policy After the Bailout. Institute of Bankers, IFC, Dublin. 31 January 2014 . STRUCTURE OF PRESENTATION. 2010: What was the problem?. 1090 Horsham Road, North Wales, PA 19454, USA | T: 215.591.3000 | www.tevausa.com November 8 , 2018 To: Jill Abrams, Esq. , V ermont Assistant Attorney General Via: Electronic Mail ( AGO.DrugC Nothing makes a woman more beautiful than the belief that she is beautifulA unique Beauty Event with Top Beauty Fashion Style Bloggers and Inuencers A mix of textures smells emotions She is a dreamer Churches Action for Health of the World Council of Churches ECHO International Health Services Ltd International Federation of Red Cross and Red Crescent Societies International Pharmaceutical Federat Pesticide Formulations. CONTENTS. What are pesticides?. Three names of pesticides.. Important vocabulary.. Formulation development / Pesticide formulation.. Brand name abbreviations. Selection of formulation. This English version is intended to be a reference material for the convenience of users. In the event of inconsistency between the Japanese original and this English translation, the former shall p a new innovative product is being designed for.. Investigate . with the users and professionals.. Monitor global trends . in products, treatments, massage techniques, applications, etc.. R&D&i multidisciplinary team. Trimbow. (fixed combination of . beclometasone. , formoterol, . glycopyrronium. ) was first approved . in August 2017 for the treatment of COPD. . and received new document protection.. In January 2021, Trimbow was approved for a new indication, bronchial asthma. . John Whyte, MD, PhD. Topics to be Covered. Shortcomings of current methods of defining rehabilitation treatments. Presentation of an alternative approach that defines rehabilitation treatments with respect to their .
Download Document
Here is the link to download the presentation.
"1. Introduction Active Pharmaceuticals Ingredients (API"The content belongs to its owner. You may download and print it for personal use, without modification, and keep all copyright notices. By downloading, you agree to these terms.
Related Documents