PPT-Designing Tough Carbon Nanotube Fibers
Author : mitsue-stanley | Published Date : 2017-08-11
LAMMPS Users Workshop August 911 2011 Sandia National Laboratories Albuquerque NM DISTRIBUTION STATEMENT A Approved for public release distribution is unlimited
Presentation Embed Code
Download Presentation
Download Presentation The PPT/PDF document "Designing Tough Carbon Nanotube Fibers" is the property of its rightful owner. Permission is granted to download and print the materials on this website for personal, non-commercial use only, and to display it on your personal computer provided you do not modify the materials and that you retain all copyright notices contained in the materials. By downloading content from our website, you accept the terms of this agreement.
Designing Tough Carbon Nanotube Fibers: Transcript
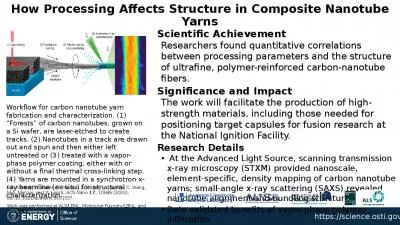
LAMMPS Users Workshop August 911 2011 Sandia National Laboratories Albuquerque NM DISTRIBUTION STATEMENT A Approved for public release distribution is unlimited Charles F Cornwell. Volume 5, Issue 3 - 2010 How Is Frayed Fiber Generated during Refining Process? Yuhe Chen and Mousa M. Nazhad, Ph.D. ABSTRACT The objective of this study is to characterize frayed Nanotubes. (SWNT) . Nan Zheng. . Solid State II. Instructor: Elbio Dagotto. Spring 2008. Department of Physics . University of Tennessee. nanojunctions. Navarre . statam. Research: . Mauricio . Terrones. In collaboration with rice university. http://www.nature.com/srep/2012/120413/srep00363/pdf/srep00363.pdf. http://www.nature.com/srep/2012/120413/srep00363/pdf/srep00363.pdf. Apparel 1, Obj. 9.01. Recognize characteristics of Natural and Man-Made Fibers. Manufactured fibers. Man-made. Use chemicals and chemical processes. Many include petroleum products. Some use wood pulp (as cellulose). 2. Fibers. Are considered class evidence. Have probative value. Are common trace evidence at a crime scene. Can be characterized based on comparison of both physical and chemical properties. . Identification . Part 1. What to do with the tough stuff. Before we begin our actual study, let’s take a look at some background material. What to do with the tough stuff. Before we begin our actual study, let’s take a look at some background material.. TWISTER™ XCAVATOR™ Bare Fibers Ball Tip Bare Fibers Concical Tip For Ceralas Are considered class evidence. Are common trace evidence at a crime scene. Can be characterized based on comparison of both physical and chemical properties . Fabric. Fabric is made of fibers. . Fibers are made of twisted filaments called yarn.. . FAITH. FOR . TOUGH TIMES. BY TIRI MADZIMA : NORTHSIDE COMMUNITY CHURCH (06/O3/16) . WHAT CAUSES. A PERSON TO . HANDLE A. TRAUMATIC EXPERIENCE. WELL?. CONFIDENCE. CLARITY OF VISION. M. HAKKI ALMA. KAHRAMANMARAS SUTCU IMAM UNIVERSITY, . DEPARTMENT OF FOREST INDUSTRY ENGINEERING. . K. AHRAMAN. MARAS, TURKEY. 1. COST Action. . FP1105 . WoodCellNet. workshop in San Sebastian. Polytechnic School . *Daniel . Casimir. , Prabhakar Misra, Raul Garcia-Sanchez. International Symposium on Molecular Spectroscopy (ISMS). University of Illinois at Urbana-Champaign. June 18, 2014. Outline. History . / Overview of Carbon Nanotubes. How Forensic Scientists . Use Fibers. Fibers are used in forensic science to create a link between crime and suspect. Through normal activities. We shed fibers . We picked up fibers. Very small fibers are classified as trace evidence. .. Gal. . 2:20 – He loved us and gave Himself for . us. Eph. 5:2 – His offering for us went up to as a sweet-smelling aroma. Jesus Uses Tough Love. Jesus Himself puts a condition on His love. .. John 14:21 – he who has and keeps the commands of Jesus will be loved by . ACS Nano. . 17. , 10589 (2023), doi:10.1021/acsnano.3c01537.. Work was performed at ALS/LBNL, Molecular Foundry/LBNL, and NIF/LLNL. . How Processing Affects Structure in Composite Nanotube Yarns. Scientific Achievement.
Download Document
Here is the link to download the presentation.
"Designing Tough Carbon Nanotube Fibers"The content belongs to its owner. You may download and print it for personal use, without modification, and keep all copyright notices. By downloading, you agree to these terms.
Related Documents